Material-Leitfaden
Original Desktop Filament Extruder MK1
by ARTME 3D
Version 04.02.23

Nutzungslizenz:
Der Material-Leitfaden von ARTME 3D ist ein Open-Source-Dokument, das unter einer CC BY-SA-Lizenz verwendet wird:
Sie dürfen:
- Alle Inhalte verwenden, verändern und weitergeben.
Unter der folgenden Bedingung:
- Nennen Sie meinen Namen: David Pfeifer von ARTME 3D
- Verlinken Sie mein Projekt: www.artme-3d.de
- Geben Sie an, was geändert wurde
- Veröffentlichen Sie die Verwendung unter der gleichen Lizenz
Mehr Details zur Lizens siehe https://creativecommons.org/licenses/by-sa/4.0/
Inhalt:
1. Trocknung
2. Sortenreinheit und Farbtrennung
3. Korngrößen und Rieselfähigkeit
4. Sauberkeit
5. Lagerung
6. Verarbeitungstemperaturen Richtwerte
7. Granulat Einfärben
8. Extruder anfahren mit geschredderten 3D Druckabfällen
9. 3D Druckabfälle zu Granulat verarbeiten
10. Filament-Reste zerkleinern
1. Trocknung:
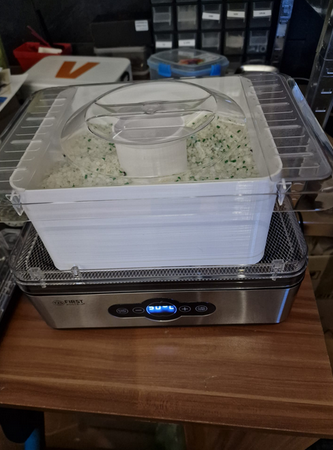
Kunststoffgranulat sollte vor der Verarbeitung getrocknet werden, da viele Kunststoffe Feuchtigkeit aus der Luft aufnehmen, was die Extrusion negativ beeinflusst und Blasen im Filament verursacht. Wenn Sie keinen Zugang zu einem Trockenschrank oder Granulattrockner haben, kann dies auch mit einem handelsüblichen Dörrautomat bewerkstelligt werden. Hier finden Sie Erfahrungswerte für Temperatur und Trocknungsdauer in Abhängigkeit des Materials: (Quelle: 3d-druck-comminuty.de) Die Erfahrung hat gezeigt, dass die Trocknungsdauer in Öfen ein paar Stunden länger sein kann als hier angegeben.
| Material | Temperatur | Dauer Std |
| PLA | 45°C | > 4h |
| ABS | 60°C | > 2h |
| PETG | 65°C | > 3h |
| Nylon | 70°C | > 8h |
| ASA | 60°C | > 4h |
| TPU | 50°C | > 4h |
| PVA | 45°C | > 4h |
2. Sortenreinheit und Farbtrennung:
Halten Sie Kunststoffe sortenrein. Vermischen Sie niemals verschiedene Kunststoffsorten. Es empfiehlt es sich auch, die Materialien nach Hersteller zu trennen. Selbst wenn Sie eine Sorte wie PLA verarbeiten, können die Eigenschaften von anderen Herstellern unterschiedlich sein.
Auch die Trennung nach Farbe ist Sinnvoll, da Sie dann eine neue Farbe erzeugen können, wenn Sie gezielt zwei oder mehr Farben vermischen. Wenn Sie zu viele Farben mischen, erhalten Sie ein braunes oder graues Filament.
3. Korngrößen und Rieselfähigkeit:
Bei gebrauchsfertigem (industriellem) Granulat/Pellets:

Jedes Körn darf an der längsten Seite maximal 5mm lang sein. Alle anderen Seiten müssen kleiner als 4mm sein.
Industrie-Granulat rieselt gut. Daher sollte der Trichter Teil 2 eingesetzt sein, um ein gleichmäßiges Füllungsneveau in der Einzugszone zu gewährleisten.
Bei selbst hergestelltem Granulat (Mahlgut/geschredderter 3d Druckabfall):

Jedes Korn sollte an allen Seiten nicht länger als 4,5mm sein. Dies kann sichergestellt werden, indem das Material vor dem Gebrauch gesiebt wird. Das Sieb sollte eine Maschenweite von 4 bis 4,5mm haben. Selbst hergestellte Granulate müssen gut homogen vermischt werden. Ein weiteres Kriterium von selbst hergestellten Granulaten ist die Rieselfähigkeit. Gegenüber fabrikneuem Granulat rieselt selbst hergestelltes Granulat aus Kunststoffabfall meist wesentlich schlechter. Ebenso neigt es zu Brückenbildung. Das bedeutet, dass sich Hohlräume im Granulat bilden, da es sich an engstellen im Trichter verkeilt und daher ggf. kein Material bis zur Extruderschnecke gelangt, obwohl der Trichter augenscheinlich voll ist. Das Design des Extruders soll dies verhindern. Zum einen ist die Form des Trichters darauf ausgelegt und zum anderen ist an der Kupplung zwischen Extruderschnecke und Antriebsmotor eine Art Rührwerk angebracht. Dies beugt Brückenbildung im Einzugsbereich vor. Bei der Verwendung von selbst hergestelltem Granulat, sollte das Trichter Teil 2 entfernt werden. Bei der Sammlung von 3D Druckabfall sollte man folgendes beachten:Dünne Streifen, welche sich durch einen “Brim” oder skirt auf dem Druckbett ergeben, lassen sich nur schwer zerkleinern und können den Materialfluss in der Einzugszone des Extruders behindern. Daher solche Teile bitte aussortieren bzw. nicht sammeln:

4. Sauberkeit:
Schützen Sie jede Art von Granulat vor Staub und Verunreinigungen. Benutzen Sie Behälter mit Deckel. Der Schmelzefilter in der Düse stellt lediglich sicher, dass das Filament auf 3D Druckern mit 0,4mm Düse verarbeitet werden. Viele weitere Arten von Verunreinigungen kann der Filter nicht aufhalten oder lassen den Filter frühzeitig verstopfen.
5. Lagerung:
Lagern Sie alle Formen von Kunststoff-Granulat in Behältern mit Deckel. Idealerweise sollte der Behälter weitestgehend Luftdicht sein. Legen Sie einen großen Beutel mit Silika Gel mit in den Behälter, so bleibt das Material trocken. Lagern Sie auch 3D Druckabfall, den Sie für eine spätere Verarbeitung sammeln auf diese Weise.
6. Verarbeitungstemperaturen Richtwerte:
Aktuelle Erfahrungswerte finden Sie in den “Erfahrungswerte Einstellungen” in der Dokumentation unter www.artme-3d.de/support.
7. Granulat einfärben:
7.1 Einfärben mit Masterbatches:
Die Mischleistung eines Extruders in dieser kleinen Bauweise ist naturgemäß begrenzt. Die Einfärbung mit Masterbatches ist möglich, aber in der Homogenität eingeschränkt. Es gibt Masterbatches, welche die Extrusionsleistung negativ beeinflussen oder stören können. Beginnen Sie daher nur mit einer kleinen Menge und tasten sich an eine maximale Zugabe heran. Die Rührer-Schraube an der Kupplung der Extruderschnecke sollte nicht installiert sein, wenn Pellets mit Masterbatches verwendet werden. Die Beimischung von MAsterbatch wird nach Gewicht berechnet und sollte von 2,5% bis 3,5% des Gewichts der Pellets betragen. Die Einstellungen zur Filamentkalibrierung müssen dannangepasst werden. Wenn man die Farbe wechseln oder auf naturfarbenes Material wechseln will, kann es nötig sein, die Extruderschnecke auszubauen und manuell zu reinigen. Siehe dazu die Bedienungsanleitung Kapitel 14.

7.2 Einfärben mit Pigment
Kunden berichten, dass Pigmente für die Einfärbung von Epoxidharz auch zum Einfärben von Kunststoff-Pellets gut funktionieren. Das Material wird allerdings halb transparent. Die Handhabung von Pigmenten kann allerdings schwierig und schmutzig sein.


7.3 Mikro-Masterbatch
Ich teste aktuell selbst hergestellte Mikro-Masterbatches. Die homogenität der Farbe wird deutlich besser als mit Standart-Masterbatch.

9. 3D Druckabfälle zu Granulat verarbeiten:
Das Zerkleinern von 3D Druckabfall erfordert meist kraftvolle und teure Maschinen. Im folgenden möchte ich mehrere Möglichkeiten aufzeigen:
9.1 Die komfortabelste Lösung mit der besten Granulat-Qualität ist ein normaler Industrie-Shredder, auch Schneidmühle oder Granulator genannt. Solche Geräte besitzen im Idealfall verzahnte Schneidmesser und ein Wechselsieb, sodass man die Granulatgröße bestimmen kann. Jedoch wird das etwas mehr Geld in Anspruch nehmen und oft auch einen Starkstromanschluss erfordern.

9.2 Eine Open-Source Lösung für kraftvolle Schredder kommt aus der Precious-Plastic Bewegung. Im Online Basar können auch fertige Maschinen gekauft werden: https://bazar.preciousplastic.com. Aber auch diese Geräte sind nicht sehr günstig:

9.3 Im kleinen Maßstab lässt sich auch eine sog. Beistellmühle oder Angussmühle verwenden. Hier ein Beispiel:

Diese Art von Mühlen gibt es hin und wieder günstig bei Kleinanzeigen oder Industrieversteigerungen. Diese Mühlen haben auch ein eingebautes Sieb. Der Nachteil dieser Mühlen ist, dass der Einlass recht klein ist und größere 3D Drucke vor zerkleinert werden müssen und ein Starkstrom-Anschluss ebenfalls nötig ist.
9.4 Eine Alternative zu diesen großen und teuren Maschinen kann die Zerkleinerung von 3D Druckteilen in einem Küchen-Mixer sein:

Erste Referenzen in diesem Bereich berichten Kunden von folgenden Geräten:
Total Standmixer von Blendtec (Kaufpreis ca. 400€)
Arendo Standmixer 2000 W inkl. Mixbehälter 2,0 L 32.000 U/min. (Kaufpreis ca. 55€)
Wichtig ist, dass diese Mixer einen kraftvollen Motor in Kombination mit den abgestumpften Messernbeistzen. Das schlägt den 3D Druckabfall relativ gleichmäßig klein, ohne es zu schneiden. Durch die kurze Laufzeit entsteht wenig Wärme. Das Material sollte man noch durch ein Sieb geben und kann es dann im Extruder verwenden. Getestete Materialien sind bisher aber nur PLA und PETG.
Günstige Küchenmixer mit scharfen Messern erfüllen aber nicht diesen Zweck. Die Leistung reicht nicht aus und durch Wärmeentwicklung kann das Material verschmelzen.
9.5 Ein weiterer günstiger Ansatz ist ein Walzenhäcksler:

Wichtig dabei ist, dass mein einen Häcksler mit langsam drehender Messerwalze verwendet. (Walzenhäcksler) Normale, schnelldrehende Messerhäcksler würden den Kunststoff verschmelzen. Ich habe allerdings festgestellt, dass sehr billige Geräte etwas Metallabrieb in das Mahlgut bringen, was das Material verfärben kann und den Schmelzefilter frühzeitig verstopfen lassen kann. Daher sollte man eher auf Geräte im Preisbereich von 200 bis 250 Euro zurückgreifen. Aber generell funktionieren diese Geräte recht gut, sie haben gut Kraft und können an einer normalen Steckdose betrieben werden. Hochwertige Walzenhäcksler sind auch recht leise. In der Größe der zu verarbeitenden Abfälle ist hier aber auch eine Grenze gesetzt. Große Teile müssen mit Hammer oder Säge vorzerkleinert werden. Erste Versuche waren allerdings sehr vielversprechend. Ich arbeite daran, in solche Geräte eine Art Siebträger einzubauen. dadurch wird das Material so lange im Kreis gedreht und zerkleinert, bis es durch das Sieb herausfallen kann. Das erzeugt verwendbares Mahlgut:

10. Filament-Reste zerkleinern:
Filament-Reste lassen sich mit manchen Schredder-Arten relativ schlecht zerkleinern, um es im Extruder zu verarbeiten. Daher gibt es die Möglichkeit, das Filament mit einem “Pelletizer” zu zerkleinern. Es gibt einige Selbstbau-Lösungen auf Thingiverse und Youtube. Ich kann z.B. den “High speed filament pelletizer” von “fred_barbosa” auf www.thingiverse.com empfehlen. Somit kann man auch ein selbst hergestellten Filament, das ggf. nicht die erforderlichen Toleranzen erfüllt, schnell zu Granulat verarbeiten, um es noch einmal zu verarbeiten.