Original Desktop Filament Extruder MK2 by ARTME 3D®

Überblick:
Die Dokumentation des Extruders ist als Wissensdatenbank aufgebaut. Sie können im Menü alle Kapitel wie Aufbauanleitung, Bedienungsanleitung, 3D-Drucker-Dateien und Lizenzen finden. Hier wird kein kommerzielles Produkt beschrieben, sondern ein Projekt, welches sich weiterhin in der Entwicklung befindet.
Der Original Desktop Filament Extruder MK2 von ARTME 3D® ist ein Projekt, welches als Bausatz erhältlich ist. Es ist ein Kunststoff-Extruder in unschlagbar kleiner aber leistungsstarker Bauform zur Herstellung von 3D-Drucker-Filament mit 1,75mm und 2,85mm Durchmesser. Er wird als Bausatz zur Selbstmontage geliefert. Die 3D gedruckten Teile (weiße Teile auf den Bildern) und das Netzteil sind nicht im Lieferumfang enthalten. Details dazu siehe weiter unten, unter „Zusätzlich benötigtes Zubehör und Werkzeug“. Wenn Sie den Bausatz bestellen möchten, finden Sie hier meinen Onlineshop.
Unterschied zum Vorgänger MK1:
- Die Montage ist einfacher, Beim MK1 musste noch die Einzugszone des Extruders manuell bearbeitet werden. Beim MK2 werden diese Teile maschinell hergestellt.
- Die Aufwicklung läuft zuverlässiger.
- Die Druckteile wurde dahingehend verändert, dass weniger gute Drucktoleranzen nicht die Funktion beeinträchtigen.
- Die Elektronik wurde von 12V auf 24V umgerüstet. Dadurch ist es leichter passende Netzteile zu finden.
- Es wurden weitere Schutzmechanismen der Firmware hinzugefügt.
- Die Nutzungslizenzen wurden Teilweise eingeschränkt.
Besonderheit:
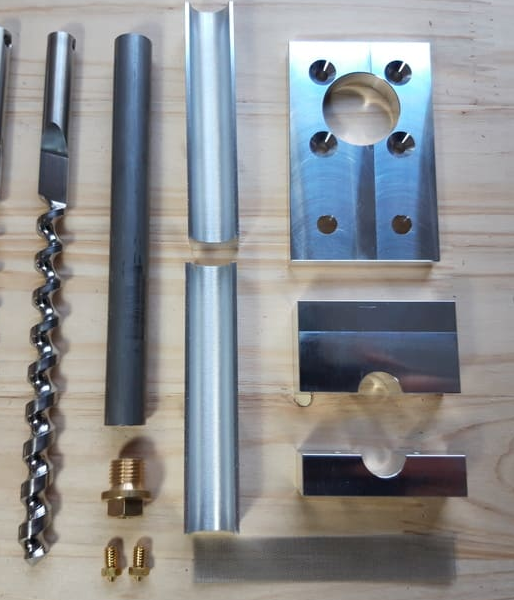
Der Extruder arbeitet mit einer Extruderschnecke mit Kompressionszone und ist aus Edelstahl gefertigt. Damit lassen sich sowohl Pellets als auch selbst hergestellte (geschredderte) Granulate aus 3D-Druck-Abfall verarbeiten (Mahlgut). Außerdem ist eine Wickeleinheit integriert, um das Filament direkt auf eine Spule aufzuwickeln. Und das bei einer Standfläche von gerade einmal 31 x 46 cm.

Antrieb:

Der Antrieb besteht aus einem leistungsstarken und stufenlos regelbaren Nema23 Schrittmotor mit Planetengetriebe, welcher über einen digitalen Schrittmotortreiber angesteuert wird. Die Aufwickeleinheit und Zugeinheit werden jeweils von Nema17 Schrittmotoren angetrieben.
Steuerung:
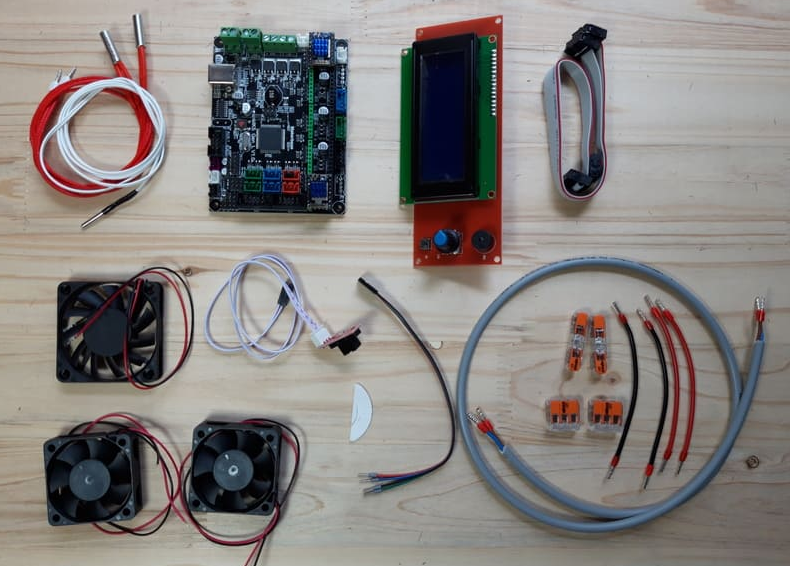
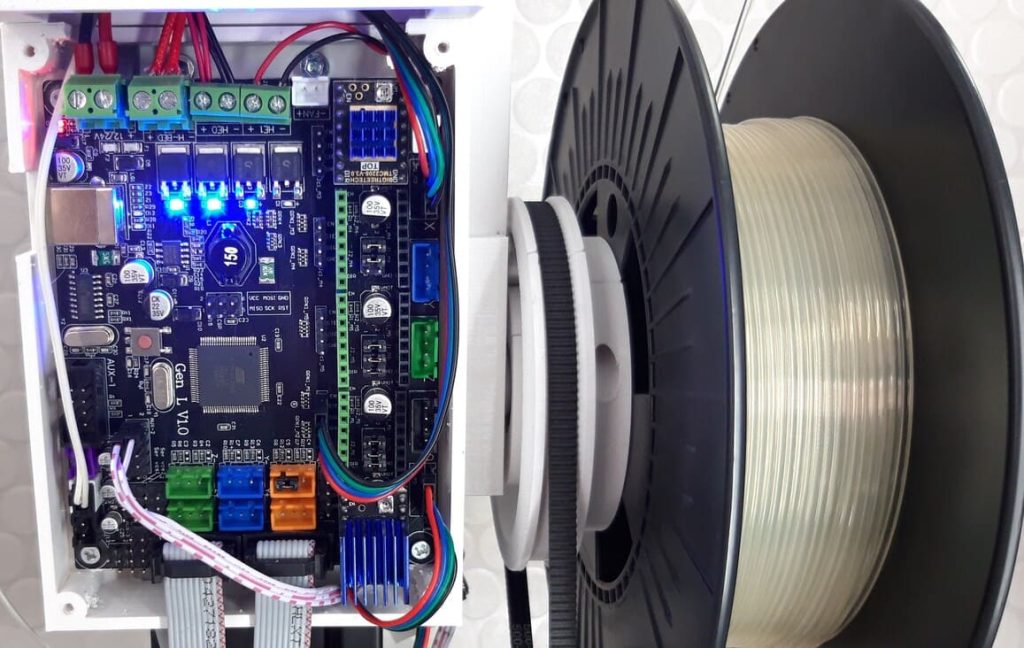
Ein MKS Gen L Board mit LCD Display übernimmt die Steuerung. Die Aufwicklung funktioniert automatisch. Nach einstellbarer Filamentlänge schaltet der Extruder selbsttätig ab. Beim Kauf des Bausatzes ist die Steuerung bereits programmiert und getestet. Die verwendete Firmware finden Sie in der Dokumentation. Die Menüsprache am Display der Steuerung ist aktuell ausschließlich in englisch verfügbar.
Verarbeitbare Materialien und Extruderschnecken Optionen:
Der Extruder hat zwei verschiedene Extruderschnecken-Optionen, welche beim Kauf ausgewählt werden müssen:
- Die Extruderschnecke (hohe Kompression) ist für die Verarbeitung von geschredderten 3D-Druckabfällen aus PLA, ABS und PETG konzipiert. Darüber hinaus lassen sich damit auch bestimmte Kunststoffe in Pelletform verarbeiten, etwa PLA-Typen (optimiert für den 3D-Druck) und ABS.
- Die Extruderschnecke (geringe Kompression) ist für die Verarbeitung von Kunststoffen in Pelletform wie PLA, ABS, ASA, PETG konzipiert.
- Andere Materialien wie PP, PA oder PE sind sonderfälle. Diese können zwar meistens extrudiert werden. Allerdings ist die Kalibrierung eines guten Filaments mit diesem Setup oft nicht möglich. Nur weil diese Materialien nach dem Verlassen der Düse sehr schnell hart werden. Die Kalibrierung über die Schwerkraft funktioniert also oft nicht. Hier finden Sie Informationen zu PP.
- PET aus geschredderten Flaschen ist auch eine Sonderfall. Hier finden Sie Informationen zu PET.
- Weichere Materialien wie TPE und TPU funktionieren oft mit beiden Extruderschnecken. Aber ich habe es nicht sehr viel getestet. Daher kann ich es nicht garantieren.
- Sehr stark veränderte Materialien wie PLA+ und Materialien von „Extrudr“ lassen sich oft nicht mit diesem Extruder Verarbeiten. Diese sind so verändert, dass das Aufschmelzverhalten nicht in dieses System passt (recht spät weich werden und dann direkt dünnflüssig sein).
Material-Vorrausetzungen für einen stabilen Betrieb:
Ich habe die Material-Vorrausetzungen in der Dokumentation als Material-Leitfaden zusammengefasst. Grob zusammen gefasst, muss das verwendete Material folgendermaßen aufbereitet sein, um einen stabilen Betrieb des Extruders zu gewährleisten:
- Das verwendete Material muss getrocknet werden. Kunststoff nimmt Feuchtigkeit aus der Luft auf. Das kann Probleme wie Blasenbildung und ungleichmäßige Extrusion zur Folge haben.
- Bevor Sie Material in den Trichter geben, muss dieses mit einem Sieb gesiebt werden. Die Maschenweite sollte ca. 4,5 bis 5mm betragen. Auch Kunststoffpellets müssen gesiebt werden. Denn wenn nur ein Korn dabei ist, dass die Größe überschreitet, kann es zu ungleichmäßiger Extrusion oder zum verstopfen des Extruders führen.
- Das verwendete Material muss sauber und staubfrei sein. Der Extruder hat einen Schmelzefilter in der Düse eingebaut. Dieser ist aber nicht dafür konstruiert, verunreinigtes Material komplett zu filtern. Der Schmelzefilter stellt nur sicher, dass das erzeugt Filament die Drucker-Düse nicht verstopft, falls kleine Verunreinigungen im Granulat enthalten sind.
Spannungsversorgung:
Der Extruder wird mit 24V Schutzkleinspannung betrieben und durch die hohe Effizienz benötigt er wenig Leistung (60 bis 120 Watt), sodass man ihn z.B. mit einem günstigen Netzteilen betreiben kann. Das Netzteil ist aus rechtlichen und technischen Gründen NICHT im Lieferumfang enthalten. Bitte verwenden Sie ein geschlossenes Tischnetzteil (wie man es von Laptops kennt). Das Netzteil muss 24Vdc Ausgangspannung haben. Der Ausgangsstrom muss mindestens 6 Ampere betragen. Oder anders ausgedrückt eine Leistung von mindestens 140 Watt haben. Es kann vorkommen, dass in Ländern mit einer Netzspannung von 100 bis 120 Volt das Netzteil nicht die volle Leistung bringt. Daher empfehle ich bei 100 bis 120V Netztspannung ein hochwertiges Netzteil zu verwenden oder ein stärkeres Netzteil (Mehr als 6 Ampere Ausgangsstrom) zu verwenden.
Technische Daten:
Die technischen Daten wie Produktionsgeschwindigkeit finden Sie hier.
Nutzungslizenzen:
- Die Teile der Dokumentation für den Aufbau und den Betrieb des Extruders sind unter einer CC BY-SA-Lizenz veröffentlicht. Details siehe hier.
- Die Teile der Dokumentation für Nachbau des Extruders sind unter einer Urheberrechts-Lizenz veröffentlicht. Details siehe hier.
- Die Firmware ist unter einer GPL-Lizenz veröffentlicht. Details siehe hier.
Danksagung:
Ein großes Dankeschön geht an Filip Mulier. Er hat die Firmware “Marlin-Mackerel” geschrieben und “open source” veröffentlicht. Das hat dieses Projekt ermöglicht. Seine originalen Daten finden Sie unter https://github.com/filipmu/Marlin-Mackerel. Für den Desktop Filament Extruder Mk1 wurde folgendes bearbeitet:
- Bedienoberfläche geändert
- Geräteparameter geändert
- Sicherheitsfunktionen (thermal runaway und killswitch) integriert
Gesichtspunkte der Entwicklung:
- Kleinstbauweise, um eine dezentrale Anwendung dort zu ermöglichen, wo Kunststoff recycelt werden kann oder Filament günstig hergestellt werden soll.
- Kurze Durchlaufzeiten, um den Kunststoff so wenig wie möglich zu schädigen, um viele Recyclingprozesse zu ermöglichen.
- Open Source, um jedem den Zugang zu gelungenem Recycling zu ermöglichen.
- Prozess-Stabilität durch hochwertige und durchdachte Bauteile.
- Komfortable Steuerung und einfache Bedienung.
- Einfaches und schnelles Einstellen des Filaments-Durchmessers.
- Günstig in der Anschaffung, da als Bausatz zu Kaufen.
Wenn Sie den Bausatz bestellen möchten, finden Sie hier meinen Onlineshop.
Funktionsweise und Durchmesser-Kalibrierung:
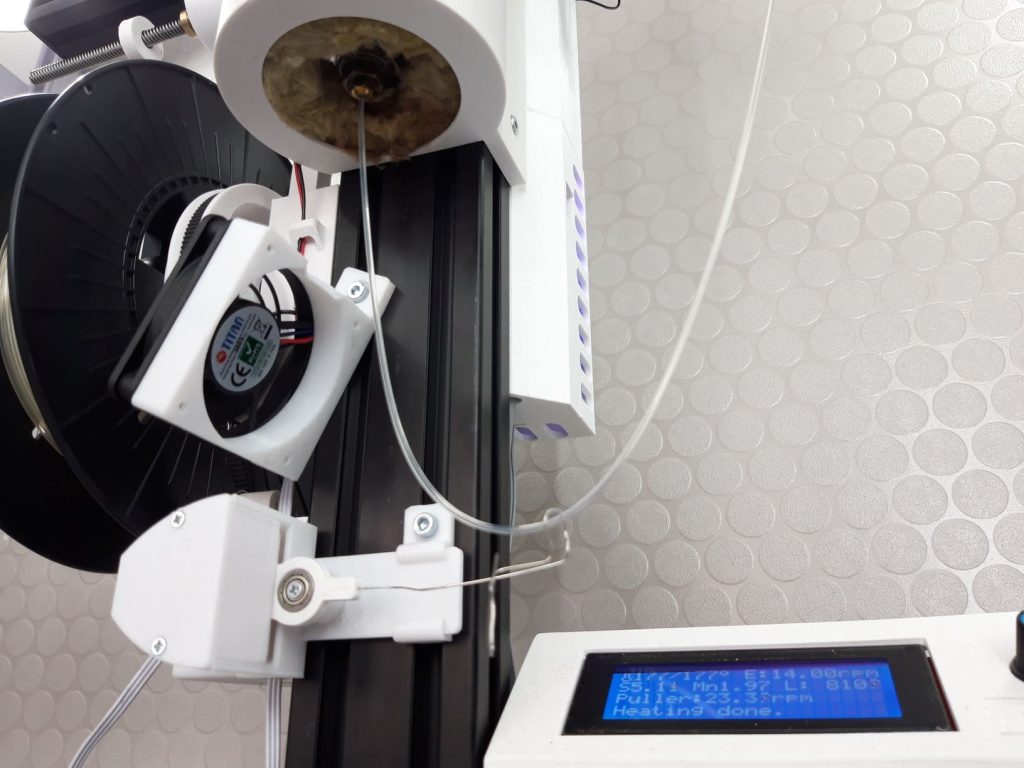
Das Kunststoffgranulat wird vom Extruder aufgeschmolzen und verlässt als weichen Kunststoff-Faden die Düse. Der weiche Kunststoff-Faden wird in einem Bogen zur Zieheinheit geführt. Auf dem Weg zur Zieheinheit wird das Filament abgekühlt und erstarrt. Ein Sensor misst die Höhe, auf der dieser Filament-Bogen hängt. Wenn der Extruder schneller Filament produziert, senkt sich der Bogen ab. Das meldet der Sensor zu der Steuerung und diese erhöht die Drehzahl des Zugmotors. Durch diese Regelung hängt der Filament-Bogen immer auf der gleichen Höhe und somit ist auch die Zugkraft am Filament immer gleich. Das ermöglicht eine sehr genaue Durchmesser Einstellung. Leichte Schwankungen in der Extrusion werden so auch ausgeglichen. Gerade bei der Verarbeitung von Mahlgut ist das wichtig. Die Steuerung wäre auch dafür vorbereitet, einen Hallsensor zur direkten Erfassung des Filament-Durchmessers zu verwenden, aber das bestehende System liefert oft bessere Ergebnisse, sodass das nur eine experimentelle Option für Bastler ist.
Der gewünschte Filament-Durchmesser wird also durch das Eigengewicht des Filamentes, sowie der Düsengröße, der Temperatureinstellung und anderen Einstellmöglichkeiten kalibriert. Mit den Erfahrungswerten in der Dokumentation und nach etwas Übung, ist dieser Anfahrprozess in wenigen Sekunden bis Minuten getätigt.
Ähnlich wie bei einem 3D Drucker müssen Sie ein paar Grundlagen lernen, um erfolgreich Filament zu produzieren. Beim 3D Drucken sind die wichtigsten Dinge z.B. das Bett-Leveling, die Haftung der ersten Schicht, die Druckeinstellungen und die Bauteilausrichtung. Ohne diese Grundlagen, wird es kaum möglich sein, nachhaltig gute 3D Drucke hin zu bekommen. Aus diesem Grund lesen Sie bitte unbedingt die Bedienungsanleitung.
Düsengröße:
Achtung, die Düsengröße gibt nur grob den Filament-Durchmesser vor. Beim Verlassen der Düse dehnen sich manche Kunststoffsorten aus. Mehr Details siehe die Bedienungsanleitung in der Dokumentation. Der Bausatz wird mit zwei Düsengrößen auf Erfahrungswerten geliefert:
- Düsengröße 1.5mm ergibt mit ABS 1.75mm Filament
- Düsengröße 1.7mm ergibt mit PLA 1.75mm Filament
- Die Düsen können günstig und schnell ausgetauscht oder aufgebohrt werden. (Standart 3D Drucker Düse, E3D V6 Style)

Enthaltenes Werkzeug im Bausatz:
Im Bausatz sind folgende Werkzeuge enthalten:
- Steckschlüssel 6x7mm
- Steckschlüssel 13x17mm
- Innensechskantschlüssel 1,5mm
- Innensechskantschlüssel 2.0mm
- Innensechskantschlüssel 3.0mm
- Innensechskantschlüssel 4.0mm
- Innensechskantschlüssel 5.0mm
- Schraubendreher Kreuzschlitz PZ1
- Schraubendreher Schlitz 2,5mm
- Sekundenkleber
- Einmalhandschuhe
- Schleifpapier
- Aluminiumfolie
Wenn Sie den Bausatz bestellen möchten, finden Sie hier meinen Onlineshop.
Zusätzlich benötigtes Zubehör und Werkzeug:
Wenn Sie einen Bausatz von ARTME 3D® erwerben, benötigen Sie folgendes Material, was nicht im Lieferumfang enthalten ist, um den Extruder aufbauen und betreiben zu können:
- Tisch-Netzteil 24Vdc 6A. Das Netzteil ist aus rechtlichen und technischen Gründen NICHT im Lieferumfang enthalten. Bitte verwenden Sie ein geschlossenes Tischnetzteil (wie man es von Laptops kennt). Das Netzteil muss 24Vdc Ausgangspannung haben. Der Ausgangsstrom muss mindestens 6 Ampere betragen. Oder anders ausgedrückt eine Leistung von mindestens 144 Watt haben. Es kann vorkommen, dass in Ländern mit einer Netzspannung von 100 bis 120 Volt das Netzteil nicht die volle Leistung bringt. Daher empfehle ich bei 100 bis 120V Netztspannung ein hochwertiges Netzteil zu verwenden oder ein stärkeres Netzteil (Mehr als 6 Ampere Ausgangsstrom) zu verwenden. Wenn Sie die installation von einem Fachmann erledigen lassen, können Sie auch offene Schaltnetzteile verwenden, wie man sie von gängigen 3D Druckern kennt. Hierbei kommt man allerdings bei der Installation mit Bauteilen in kontakt, die an Netzspannung angeschlossen sind. Daher herrscht Lebensgefahr. Lassen Sie diese Art von Netzteil ausschließlich von einem Fachmann installieren.
- Die 3D gedruckten Bauteile müssen selbst gedruckt werden. (weiße Teile auf den Fotos) Hier finden Sie die Dateien zum download. Das Druckbett des Druckers muss mindestens 200x200mm groß sein.
- Eine leere Filament-Spule (Durchmesser Innenloch 50 bis 60mm)
- Benötigtes Werkzeug:
- Hammer
- ggf. Staubschutzmaske, da Umgang mit Steinwolle
- Zugang zu einem Schraubstock ist von Vorteil.
- Eine Spitzzange und eine Kombizange sind von Vorteil
- Nadel
- Schere
- Elektronischer Messschieber zum messen des Filamentdurchmessers (gute Qualität!)
- Zollstock
Nötige Fähigkeiten und Schwierigkeitsgrad des Aufbaus:
- Das Drucken von sehr vielen Teilen (unter Umständen mehrere Tage Druckzeit und. ca. 1.3 bis 1.7 kg Materialverbrauch) Die Druckqualität und die Maßhaltigkeit müssen gut sein. Der Drucker muss gut ausgerichtet sein und die Achsen müssen rechtwinklig zueinander sein.
- Das Nacharbeiten von 3D Druck-Teilen.
- Verkabelung der Elektronik nach Anleitung.
- Ähnlich wie bei einem 3D Drucker müssen Sie ein paar Grundlagen lernen, um erfolgreich Filament zu produzieren. Beim 3D Drucken sind die wichtigsten Dinge z.B. das Bett-Leveling, die Haftung der ersten Schicht, die Druckeinstellungen und die Bauteilausrichtung. Ohne diese Grundlagen, wird es kaum möglich sein, nachhaltig gute 3D Drucke hin zu bekommen. Daher lesen Sie bitte die Bedienungsanleitung.
Arbeitsaufwand:
Je nach Ihrer Erfahrung im Aufbau solcher Bausätze müssen Sie zwischen 5 und 10 Stunden Zeit für den Aufbau einplanen.
Wenn Sie den Bausatz bestellen möchten, finden Sie hier meinen Onlineshop.
Lieferumfang:
Siehe Stückliste.
Unterstützen Sie mich:
Der Aufwand, um so ein Projekt zu veröffentlichen, ist groß. Die Entwicklung und die Erstellung der Dokumentationen haben inzwischen mehr als 2000 Arbeitsstunden erfordert. All dies, um das Wissen um das Projekt allen Interessierten Nutzern kostenlos zur Verfügung zu stellen, um den Open-Source Gedanken zu leben. Diese Leistungen kann ich mit dem Verkauf der Bausätze nicht erwirtschaften. Die Miete für Werkstatt, Büro und Lager, sowie Personalkosten und Materialkosten sind dafür zu hoch. Wenn Sie mich bei der Entwicklung und Veröffentlichung von Projekten dieser Art unterstützen möchten, freue ich mich über eine kleine Spende. Dies kann auf verschiedene Arten geschehen:
- Kaufen Sie den Artikel „Donation/Spende“ in meinem Webshop (ganz unten).
- Kaufen Sie die CAD Daten der Extruderteile in meinem Webshop (ganz unten).
- Unterstützen sich mich auf Patreon: https://www.patreon.com/artme3d
Sie können über verschiedene Kanäle meine Entwicklungen mitverfolgen:
- Im Internet unter artme-3d.de
- Bei Instagram unter instagram.com/artme3d
- Bei Youtube unter youtube.com/c/ARTME3D
- Bei Facebook unter facebook.com/artme.speyer