Wenn der Extruder nicht richtig funktioniert, neigen viele Leute dazu, stundenlang herum zu experimentieren. Das empfehle ich nicht. Wenn die Extrusion nicht gut läuft, gibt es einen konkreten Grund, der oft nicht einfach mit Temperaturänderungen oder Drehzahländerungen beseitigt werden kann. Im folgenden finden Sie die Hauptgründe für gängige Probleme, um schnell und einfach alles zum laufen zu bringen:
16.1. Extrusion nicht gleichmäßig oder keine Extrusion
16.1.1 Die Korngröße ist das häufigste Problem. Vor allem bei PLA-Mahlgut. Wie in Kapitel 06 beschrieben, entstehen manchmal dünne, flache und längliche Teilchen, wenn man 3D-Druck-Teile schreddert. Die rutschen durch ein Sieb, da sie so schmal sind. Dadurch, dass diese aber deutlich länger als 7 mm sind, können sie die Einzugszone des Extruders kurzzeitig oder vollständig blockieren, da die Teilchen an dieser Stelle im Kreis drehen und nicht direkt in die Extruderschnecke fallen. Hier ist es wichtig, dass das Material gut gesiebt wird. Nutzen Sie ein Sieb mit runden Löchern (ca. 4,5 bis 5mm Durchmesser) und sieben Sie immer nur kleine Portionen. Es kann auch helfen, wenn man für dieses spezifische Problem die Rillen im Rohr etwas größer feilt. Dies ist mit einer kleinen, viereckigen Schlüsselfeile möglich. Aber Achtung, nicht zu tief und nicht zu groß feilen, sonst kann das die Funktion mit anderen Material negativ beeinflussen. Das linke Bild zeigt die Rillen im originalen Zustand. Das rechte Bild zeigt etwas größer gefeilte Rillen. Diese sind nur in den ersten paar Millimetern des Rohres größer gefeilt.


16.1.2 Aber nicht nur bei Mahlgut, sondern auch bei Pellets kann die Korngröße Probleme bereiten. Daher müssen auch Pellets gesiebt werden, wenn ein zu großes Korn vorhanden ist, wird die Einzugszone blockiert. Siehe Kapitel 06. Ich habe es schon selbst erlebt, dass das Material tagelang gut läuft und dann ein Granulatkorn auftaucht, das wesentlich größer als 5mm ist.

16.1.3 Es gibt Brückenbildung im Trichter und kein Material rieselt mehr nach, obwohl der Trichter voll ist. Das ist besonders bei PLA Mahlgut mit kleiner Körnung möglich. Es gibt einen hohen Pulveranteil und kleine scharfkantige Teile im Mahlgut. Das führt dazu, dass sich das Material mit der Zeit kompaktiert, bis es nicht mehr rieselt. Installieren Sie dazu beide Rührer-Optionen (Schraube und Druckteil ED-A.2). Siehe Aufbauanleitung. Man kann auch den Pulveranteil im Mahlgut heraussieben, indem man ein Sieb mit sehr kleinen Löchern verwendet.Es kann auch helfen, den Trichter auf der Innenseite zu beschichten oder zu lackieren, um eine glattere Oberfläche zu bekommen. Generell hilft es auch, wenn man den Trichter nicht zu voll macht, regelmäßig nachgefüllt und dabei das Material umrührt.
16.1.4 Überprüfen Sie, ob der Schmelzefilter in der Düse ggf. verstopft ist oder sich verformt hat und zur Düsenspitze gedrückt wurde. Beides kann zu Schwankungen in der Extrusion-Leistung führen. Wie man den Filter ausbaut, finden Sie in Kapitel 13.
16.1.5 Die Extruderschnecke hat ggf. in der Einzugszone Anhaftungen, welche zu Schwankungen in der Extrusion-Leistung führen können. Das kann nach langem Gebrauch oder bei häufigem Materialwechsel vorkommen. Vor allem, wenn man von einem Material mit höherer Verarbeitungstemperatur wie PETG zu einem Material wie PLA mit niedrigerer Verarbeitungstemperatur wechselt. Auch wenn die Verarbeitungstemperatur für das entsprechende Material zu hoch ist, kann es zu diesen Anhaftungen kommen. Dann muss die Extruderschnecke gereinigt werden.Siehe Kapitel 12.
16.1.6 Überprüfen Sie die Materialqualität. Das Material muss wie in Kapitel 06 beschrieben aufbereitet sein (Trocknung, Sortenrein, Sauberkeit, etc.). Achtung: Die Schredder von Precious Plastic (oder ähnliche Schredder) haben leider oft Metallabrieb im Mahlgut, welches den Filter dann sehr schnell und oft verstopfen lässt. Eine Notlösung ist es, ohne den Schmelzefilter Filament zu produzieren und dann das Filament mit einer 0,8mm Düse im Drucker zu drucken. Oder Sie nutzen das Material für Spritzguss- Anwendungen, siehe Kapitel 07.3.
16.1.7 Stellen Sie sicher, dass sich die Extruderschnecke weit genug im Rohr befindet. Die flache Fläche der Schnecke im Einzugsbereich muss bis in das Rohr hineinragen. Wenn die Schnecke nicht weit genug im Rohr ist, wird Material am Eingang zum Rohr festgeklemmt, mitgedreht oder abgeschert. Das führt zu Schwankungen der Extrudsionsleitung
16.1.8 Es kann auch Materialien geben, die nicht für die Verarbeitung in einem so kleinen Extruder konzipiert sind. Dann ist die Verarbeitung einfach nicht möglich.
16.2. Blockierung der Extruderschnecke
Wenn die Extruderschnecke blockiert, dann verliert der Schrittmotor des Extruderantriebs Schritte und macht ruckartige Bewegungen bei einem auffälligen Geräusch. Das ist zunächst nicht schlimm, sollte aber nicht lange bestehen bleiben. Die Strombegrenzung des Schrittmotors dient hierbei als Überlastschutz. Wenn bei Ihnen die Extruderschnecke blockiert, prüfen Sie zunächst folgende Schritte:
16.2.1 Überprüfen Sie, ob der Schmelzefilter in der Düse ggf. verstopft ist oder sich verformt hat und zur Düsenspitze gedrückt wurde. Beides erfordert ein erhöhtes Drehmoment der Extruderschnecke und kann zur Blockierung des Motors führen. Wie man den Filter ausbaut, finden Sie in Kapitel 13.
16.2.2 Überprüfen Sie die Materialqualität und die verwendeten Einstellungen. Wenn die Drehzahl zu hoch ist und/oder die Temperatur zu niedrig ist, kann das ebenfalls den Motor blockieren. Orientieren Sie sich an den Erfahrungswerten im Kapitel 06.6, wobei es in Ihrem System zu Abweichungen kommen kann, da Sie ggf. andere Kunststoffe verwenden, oder der Temperatursensor leichte Abweichungen anzeigt, etc. Temperaturunterschiede von bis zu +/-15°C und Drehzahlunterschiede von bis zu +/-7 RPM können vorkommen. Kunststoffe von verschiedenen Herstellern und für verschiedene Anwendungen (wie z.B. Spritzguss) können unterschiedliche Verarbeitungstemperaturen haben, auch wenn sie den gleichen Namen (z.B. PLA) haben..Auch die Form des Mahlguts kann größen Einfluss auf die Einstellungen haben. Wenn Sie z.B. das gleiche Material einmal in Pulverform und einmal in Granulatform verarbeiten, werden die Einstellungen unterschiedlich sein. Legen Sie sich auf ein Material fest und finden Sie die passenden Einstellungen. Dann notieren Sie sich die Einstellungen und notieren Sie auch, wie Sie das Mahlgut hergestellt haben. Es müssen die gleichen Voraussetzungen geschaffen sein, dann geht beim nächsten Mal, wenn Sie das Material verarbeiten, alles ganz schnell. Dann erst versuchen Sie die Einstellungen für das nächste Material zu finden, welches Sie verarbeiten möchten.
16.2.3 Überprüfen Sie die Ausrichtung des Extruder-Rohres. Es muss gerade ausgerichtet sein, siehe Aufbauanleitung Kapitel 02. Wenn das Rohr durch einen Umbau oder Austausch der Teile nicht mehr gerade zur Achse des Motors ausgerichtet ist, wird die Extruderschnecke verkantet. Das kann zum Blockieren des Motors in Betrieb führen.
16.2.4 Stellen Sie sicher, dass sich die Extruderschnecke weit genug im Rohr befindet. Die flache Fläche der Schnecke im Einzugsbereich muss bis in das Rohr hineinragen. Wenn die Schnecke nicht weit genug im Rohr ist, wird Material am Eingang zum Rohr festgeklemmt, mitgedreht oder abgeschert.
16.2.5 Überprüfen Sie, ob Sie die passende Extruderschnecke verwenden. Die Extruderschnecke mit hoher Kompression ist mit zwei Markierungen am Schaft versehen und ist auf die Verarbeitung von geschredderten 3D Drucker-Abfällen mit viel Luftanteil abgestimmt. Wenn das Mahlgut aber sehr fein oder kleinkörnig ist, kann doch die Extruderschnecke mit niedriger Kompression nötig sein. Die Extruderschnecke mit niedriger Kompression ist mit einer Markierung am Schaft versehen und ist auf die Verarbeitung von Kunststoffen in Pellet-Form und sehr feines oder kleinkörniges Mahlgut abgestimmt. Seit 23. Dezember 2025 wird die neue Extruderschnecken-Version V2 ausgeliefert, welche für mehr Materialien geeignet ist. Diese hat statt runde Markierungen, ovale Markierungen am Schaft. Kontaktieren Sie uns bei Fragen.
16.2.6 Überprüfen Sie den Zustand des Axiallagers in der Kupplung zwischen Extruderschnecke und Motor. Dieses muss ausreichend geschmiert sein. Wenn dieses trocken läuft, kann es bremsen und den Motor blockieren. Daher regelmäßig fetten, vor allem bei Dauerbetrieb. Wenn es trocken gelaufen ist, Lager ausbauen, reinigen und neu fetten.
16.2.7 Überprüfen Sie den Motorstrom des Schrittmotors. Der Motorstrom wird am externen Schrittmotortreiber über kleine Dipschalter eingestellt. Dafür ist eine Öffnung im Gehäuse der Elektronik vorgesehen. Es gibt folgende Möglichkeiten:
- Es sieht so aus, als wäre die richtige Einstellung gewählt, aber ein Dipschalter ist nicht ganz nach unten oder oben gedrückt. Dann hat dieser keinen Kontakt und es kann zu Fehlfunktionen kommen. Prüfen Sie die korrekte Schalterstellung.
- Wenn hier eine falsche (zu niedrige) Einstellung gewählt wäre, kann der Motor blockieren, ohne dass es einen Grund dafür gibt. Überprüfen Sie dazu Schritt 51 in der Aufbauanleitung. Schalterstellung sollte Dipswitch 1: off, Dipswitch 2: on, Dipswitch 3 off sein.
- Es kann auch materialabhängig nötig sein, den Strom erhöhen zu müssen. Gerade bei zähen Materialien wie PLA+ oder PETG oder auch bei kleinen/dünnen Pellets kann das der Fall sein. Um den Motorstrom zu erhöhen gehen Sie folgendermaßen vor:
– Öffnen Sie das Elektronik Gehäuse auf der Rückseite des Extruders.
– Am externen Schrittmotortreiber finden Sie kleine Dip-Schalter. Schalter 1, 2 und 3 werden nun eingestellt. (Diese Einstellung gilt nur für den im Bausatz verwendeten Schrittmototreiber „DM332T“).
– Der Motorstrom ist bei der Werkseinstellung auf 2,5 Ampere begrenzt. Für 2,9 Ampere stellen Sie Schalter 1 auf „on“, Schalter 2 auf off“ und Schalter 3 auf „off“. Für 3,2 Ampere stellen Sie Schalter 1 auf „off“, Schalter 2 auf off“ und Schalter 3 auf „off“. Achtung: Es darf nur die Extruderschnecke mit niedriger Kompression (eine Markierung am Schaft) bis zum maximalen Motorstrom verwendet werden. Die Extruderschnecke mit hoher Kompression (zwei Markierungen am Schaft), kann im Fehlerfall beschädigt werden, wenn der Strom auf über 2,5A erhöht wird. ARTME 3D® übernimmt hierbei keinerlei Haftung.
– Der Schrittmotor muss dann eventuell gekühlt werden. Wobei Betriebstemperaturen um die 60 bis 70°C für den Motor generell kein Problem sind. Achtung: Verbrennungsgefahr. Es kann auch Schmiermittel austreten.
16.2.8 Überprüfen Sie die Rillen im Extruder-Rohr und die Rauheit der Innenfläche des Extruder-Rohres. Wenn der Extruder neu ist, können die Rillen noch recht „scharfkantig“ sein und die Innenfläche des Rohres etwas rau. Das kann bei sehr zähen Materialien wie PETG zu Problemen führen. Das Granulat wird dann „zu stark“ in der Einzugszone gefördert, was zu viel Druck in der Kompressionszone führt. Das kann zum Blockieren der Schnecke führen. Nach längerem Betrieb können sich die Rillen etwas abrunden und die Innenfläche etwas abschleifen, sodass dann das Problem mit PETG verschwindet. Im Zweifel können Sie die Innenfläche des Extruder-Rohres etwas schleifen oder polieren. Aber Achtung, das kann zu negativen Effekten bei anderen Materialien führen.
16.2.9 Überprüfen Sie, ob das Heizelement korrekt am Extruder-Rohr montiert ist. Bei schlechter Wärmeleitung kann es sein, dass das Rohr im Betrieb zu weit abkühlt, ohne dass man es merkt.
16.2.10 Wenn diese Punkte nicht zum Erfolg führen, ist nicht auszuschließen, dass eine defekte Elektronik zum Schrittverlust des Motors führt. Das können Sie überprüfen, indem Sie den Motor ausbauen und ohne Extruderschnecke drehen lassen. Wenn der Motor dann auch stockt, ist die Elektronik das Problem. In diesem Fall kontaktieren Sie mich bitte. (www.artme-3d.de/contact)
16.2.11 Wenn diese Hilfestellungen generell nicht zum Erfolg führen,kontaktieren Sie mich bitte. (www.artme-3d.de/contact)
16.3. Sehr häufige Verstopfung des Schmelzefilters.
Der verwendete Schmelzefilter stellt sicher, dass das produzierte Filament auf einem Drucker mit einer 0,4mm Düse gedruckt werden kann. Er ist nicht dazu gedacht, verschmutze Kunststoff-Mahlgüter generell zu reinigen, wie das bei Industrie-Extrudern der Fall ist. Das verwendete Material muss sauber sein und bleiben. Ein nachträgliches Waschen hilft oft nicht. Falls doch ein Schmutzpartikel in der Schmelze ist, wird es vom Schmelzefilter aufgefangen. Sollte bei Ihnen der Schmelzefilter oft oder sehr schnell verschmutzen prüfen Sie bitte folgende Möglichkeiten:
16.3.1 Lagern Sie Mahlgut sehr sorgfältig. Verwenden Sie Behälter mit Deckel, sodass kein Staub oder andere Partikel in das Mahlgut gelangen können.
16.3.2 Klebereste müssen vollständig entfernt werden.
16.3.3 Das Mahlgut muss sortenrein sein. Wenn Sie zum Beispiel Mahlgut aus PLA verarbeiten, ist die Verarbeitungstemperatur so niedrig, dass kleine Partikel aus Beispielsweise PETG, ASA oder ABS den Filter zusetzen können. Wenn sich zwei bis drei Körner einer anderen Kunststoffsorte im Mahlgut befinden, kann das schon zu Problemen führen.
16.3.4 Es kann vorkommen, dass der verwendete Shredder kleine Metallspäne oder anderen Abrieb erzeugt, welcher dann im Mahlgut landet. Das setzt den Filter auch schnell zu. Daher stellen Sie die Messer-Spaltmaße ggf. genau ein oder verwenden Sie ein feines Sieb. Alle Partikel, die kleiner sind, als beispielsweise 1 bis 0.5mm, sollten dann nicht in den Extruder gegeben werden.
16.3.5 Wenn Sie Mahlgut in einem Behälter aufbewahren und aus diesem Behälter Material in den Extruder füllen, sollten Sie den letzten Rest, welcher sich am Boden des Behälters sammelt, nicht in den Extruder füllen. Darin sind meist viel Staub und Verschmutzungen wie Metallabrieb enthalten, welchen den Filter dann schnell zusetzen.
16.3.6 Wenn Sie Filtermaterial Nachkaufen möchten, suchen Sie im Internet nach:
“Drahtgewebe aus Edelstahl mit einer Maschenweite von 0,3mm (Mesh 50) und einer Drahtstärke von 0,2mm.” Die Maschenweite wird oft in der Einheit „Mesh“ angegeben. Die Maschenweite von 0,3 mm entspricht Mesh 50. Sie können bei Ebay, Amazon oder lokalen Metallbetrieben fündig werden. Geben Sie die genannten Begriffe aber am besten zuerst in eine Suchmaschine Ihrer Wahl ein. Wenn Sie einen Filter mit größerer Maschenweite verwenden, ist der Schutz vor dem Verstopfen einer 0,4mm Drucker-Düse nicht mehr gegeben. Wenn Sie einen mit kleinerer Maschenweite verwenden, ist der Filter nicht stabil genug und wird verbogen und zur Düsenspitze gedrückt, was Probleme machen wird.
16.4. Das Filament verwindet sich
16.4.1 Den Lüfter unter der Zieheinheit nicht nach unten neigen, sondern gerade stellen, um weniger Kühlstrecke zu erreichen.
16.4.2 Den Lüfter unter der Düse in der Drehzahl reduzieren. und/oder schräg nach unten neigen, um die Kühlstrecke zu reduzieren.
16.4.3 Die Extrusionsgeschwindigkeit erhöhen.
16.4.4 Nur Geeignete Materialien verwenden. Die Filament-Kalibrierung dieses Systems ist auf gängige 3D Drucker Materialien wie PLA, ABS, ASA, PETG, abgestimmt. Die Extrusion von technischen Kunststoffen wie Nylon, PA, PS , etc. ist zwar oft möglich, aber die Kalibrierung zu Filament nicht. Das liegt daran, dass diese Kunststoffe andere Viskositäten und Eigenschaften haben oder sehr schnell nach Verlassen der Düse erstarren. Da kommt die Kalibrierung und Aufwicklung dieses Systems an seine Grenzen. Daher kann die Verarbeitung dieser Materialien aktuell nicht garantiert werden.
16.5. Der Sensor springt oder bleibt am Filament kleben
16.5.1 Den Lüfter unter der Düse in der Drehzahl erhöhen.
16.5.2 Den Lüfter unter der Düse sehr genau ausrichten, dass der Luftstrom den Draht vom Sensor trifft. Mit einem Finger den Luftstrom fühlen und prüfen, ob der Luftstrom an der Spitze des Sensors ankommt.
16.5.3 Den Lüfter unter der Zieheinheit ganz nach unten neigen.
16.5.4 Die Extrusionsgeschwindigkeit verlangsamen.
16.5.5 Blasen im Filament durch unzureichende Trocknung.
16.5.6 Verunreinigungen im Filament.
16.6. Der Motor vom Spulenantrieb stockt
16.6.1 Riemenspannung zu hoch. Die Riemenspannung durch das Drehen der Stellschraube am Spulenantrieb verringern, bis nur ein leichtes Ziehen zu spüren ist, wenn man die Spule mit der Hand festhält. Der Riemen muss sich dabei weiterbewegen. Wenn der Einstell-Bereich der Stellschraube nicht ausreicht, muss der ganze Riemenantrieb 1-2mm höher montiert werden. Es kann trotzdem sein, dass sich dann die Spule immer noch leicht “ruckelig” bewegt, was die Funktion aber nicht stört. Dies hängt von der Betriebsdauer, der Riemenoberfläche und des verwendeten Druckmaterials der Bauteile ab.
16.6.2 Wenn der Extruder nur wenig gelaufen ist, muss man zu Beginn die Riemenspannung häufiger prüfen und ggf. verändern.
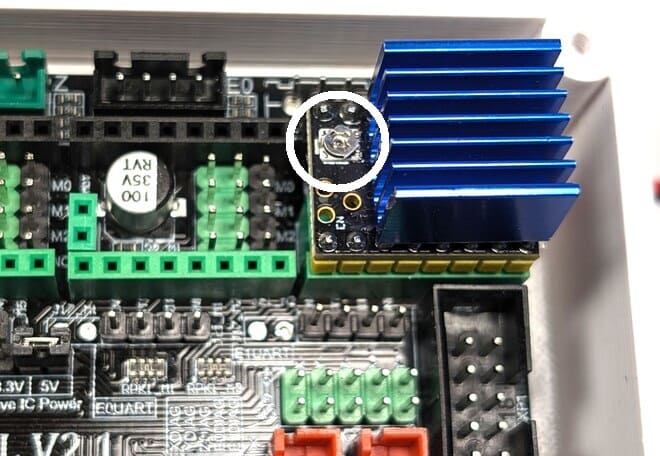
16.6.3 Wenn der Motor vom Spulenantrieb stockt, obwohl die Riemenspannung richtig eingestellt ist, muss eventuell der Motorstrom erhöht werden. Schalten Sie die Elektronik aus, bevor Sie etwas dergleichen ändern! Dazu das Potentiometer auf dem Motortreiber (TMC2208) ein ganz kleines Stück gegen den Uhrzeiger drehen (siehe Bild). Dazu ist ein sehr kleiner Schraubendreher nötig. Achtung: die Elektronik muss dafür ausgeschaltet sein. Drehen Sie nur in kleinen Stücken (maximal 1mm). Dann testen Sie, ob es das gewünschte Ergebnis liefert. Wenn der Motorstrom zu hoch ist, können Motor und/oder der Schrittmotortreiber sehr heiß werden. Dadurch können die Kunststoffteile weich werden oder der Schrittmotor-Treiber schaltet ab. Dann muss der Motorstrom wieder niedriger gestellt werden (Potentiometer im Uhrzeigersinn drehen).
16.7. Die Filament-Führung schaltet nicht um
16.7.1 Prüfen, ob die Trapezgewindespindel locker ist. Dann ggf. in das Befestigungsteil einkleben oder die Teile neu drucken und fest montieren.
16.7.2 An den Bauteilen FG-I und FG-J alle Kanten kontrollieren und leicht abschleifen. Auch die Oberflächen auf Unebenheiten kontrollieren und ggf. nachbearbeiten.
16.7.3 Die Federspannung der Rastmechanismus prüfen, wenn diese zu hoch oder zu niedrig ist, kann es Umschaltprobleme geben.
16.7.3 Prüfen, ob das Aluminiumprofil gerade und winklig montiert ist. Auch wenn dieses verdreht montiert ist, kann es Probleme geben.
16.9. Das fertige Filament spult sich wieder von der Spule ab
Wenn man das produzierte Filament direkt mit einem 3D Drucker verarbeitet, kann es passieren, dass sich das Filament wieder von selbst von der Spule abspult. Dies wird verhindert, indem man entweder die Spule 1 oder zwei Tage liegen lässt (dann nimmt das Material die Form an) oder indem man das Filament mit weniger Kühlung produziert. Wenn es noch leicht warm aufgewickelt wird, nimmt es schneller die Form an.
16.10. Display Probleme
16.10.1 Display ist schlecht lesbar oder reagiert langsam:
Kontrast muss eingestellt werden. Dies ist über eine Dreh-Potentiometer auf der Rückseite des Displays möglich.
16.10.2 Display friert ein und lässt sich nicht mehr Bedienen:
Wackelkontakt an Leitung von Zugmotor und/oder Spulenantrieb. Klemmverbindungen überprüfen.