Aufbauanleitung
02-Extruder-Einheit
Original Desktop Filament Extruder MK2.5 by ARTME 3D®
Version 17.03.2024
Nutzungslizenz:
Die Aufbauanleitung des „Original-Desktop-Filament-Extruder MK2 von ARTME 3D®“ wird unter einer CC BY-SA-Lizenz verwendet. Hier finden Sie die Details zur Nutzung.
Schritt 1/79
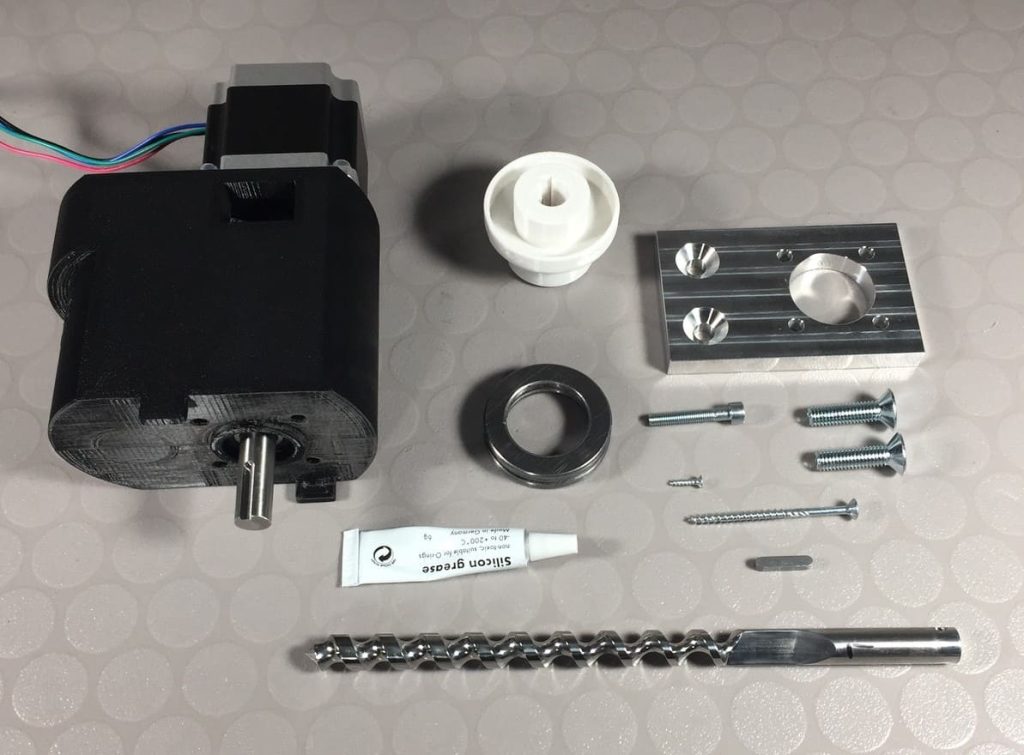
Aus Packstück 0 entnehmen: Aluminiumprofil 30x60x500 (FR-01)
Aus Packstück 1 entnehmen: 2x Zylinderschraube M6x60 (SC-07), 2x Unterlegscheibe M6 (SC-14), 2x Nutenstein M6 (SC-18)
Aus Packstück 3 entnehmen: 1x Extruder-Rohr (CM-01), Rohrhalterung 1 (CM-05), Rohrhalterung 2 (CM-06)
Aus Packstück 6 entnehmen: Sechskantschlüssel 5mm (TO-08), Alufolie (TO-11), Schleifpapier (TO-12),
3D Druck: FR-A (Montagehilfe 1), FR-B (Monatgehilfe 2)

Schritt 2/79
Mit dem Schleifpapier die halbrunden Ausfräsungen in den Rohrhalterungen etwas anschleifen, um bessere Klemmwirkung zu erhalten. Schleifrichtung siehe Bild. Auch das Extruder-Rohr wird an der Klemmstelle etwas angeschliffen. Achten Sie darauf, dass sich das Gewinde im Rohr am anderen Ende des Rohres befindet. Schleifrichtung siehe Bild.

Schritt 3/79
Die Rohrhalterung wie gezeigt positionieren. Die Unterlegscheiben (SC-14) auf die Zylinderschrauben (SC-07) stecken und dann durch die Bohrungen in der Rohrhalterung führen. Die Nutensteine (SC-18) auf das Gewinde der Zylinderschraube drehen. Ausrichtung siehe Bild.

Schritt 4/79
Das Aluminiumprofil so drehen, dass das Typenschild nach unten zeigt. Benutzen Sie eine schonende Unterlage, sodass das Profil nicht verkratzt.

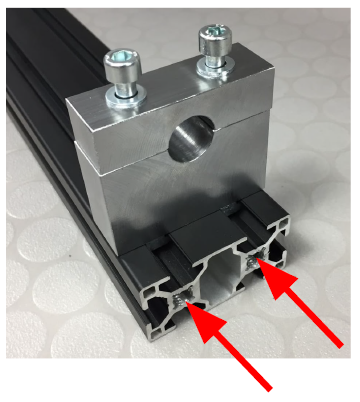
Schritt 5/79
Die Rohrhalterung auf das Aluprofil schieben. Dazu die Nutensteine von der Stirnseite des Profils in die Nuten schieben. Schrauben noch nicht festdrehen. Achten Sie darauf, dass Sie die Seite des Aluminumprofils verwenden, welches mit zwei 8 mm Gewindebohrungen auf der Stirnseite versehen ist. Siehe rote Pfeile im Bild.
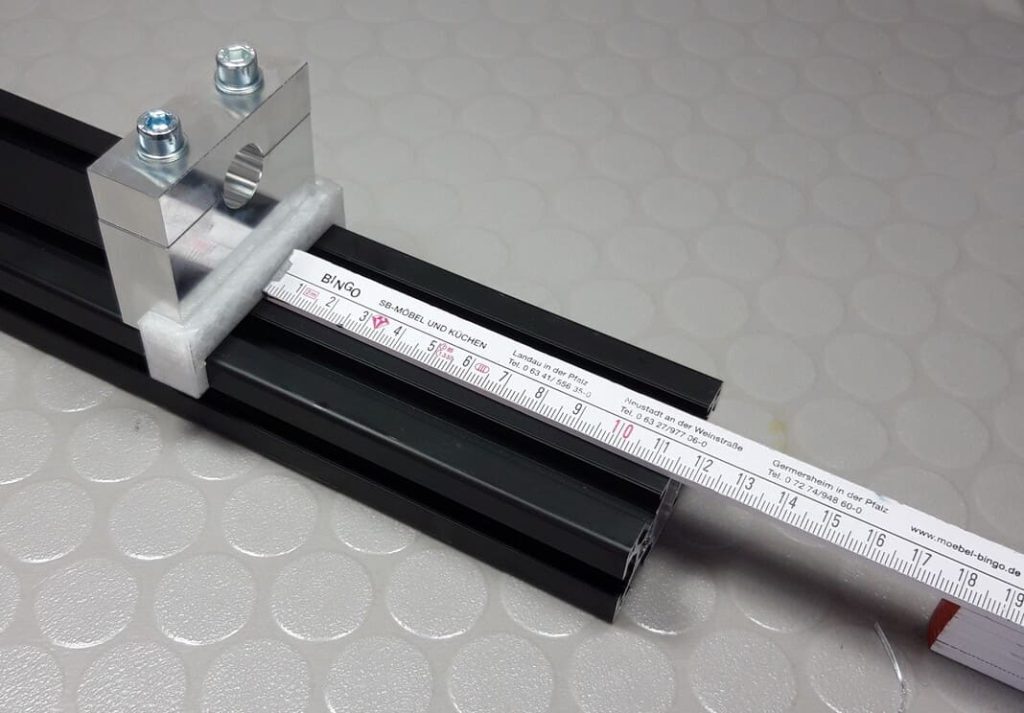
Schritt 6/79
Stecken Sie das 3D-Druck-Teil FR-A auf das Profil und den Rohrhalter.Dieses soll den Rohrhalter zentrieren. Positionieren Sie die Teile ca. 11,5cm von der Stirnseite mit den beiden Gewinden entfernt. Die genaue Positionierung erfolgt später. Die Schrauben noch nicht anziehen.
Schritt 7/79
Benötigtes Werkzeug: Schere
Ein Stück Aluminiumfolie zu einem Streifen mit den Maßen 20x140mm schneiden. Den Streifen auf das obere Ende des Rohres wickeln und festhalten. 3mm Abstand zum oberen Ende des Rohres. Das Gewinde im Rohr befindet sich auf der gegenüberliegenden Seite. Das Wickeln der ersten Windungen wird erleichtert, wenn Sie die Fläche zwischen Rohr und Aluminiumfolie etwas anfeuchten.


Schritt 8/79
Das Rohr in den Rohrhalter schieben. Dazu die Schrauben so weit lösen, dass der obere Halter etwas angehoben werden kann.

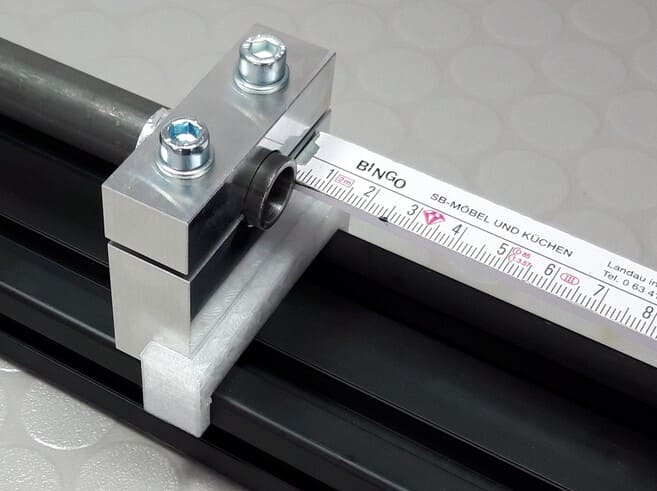
Schritt 9/79
Das Ende des Rohres steht ca. 3mm über den Rohrhalter hinaus.
Schritt 10/79
Das 3D-Druck-Teil FR-B zwichen Rohr und Aluminiumprofil plazieren.
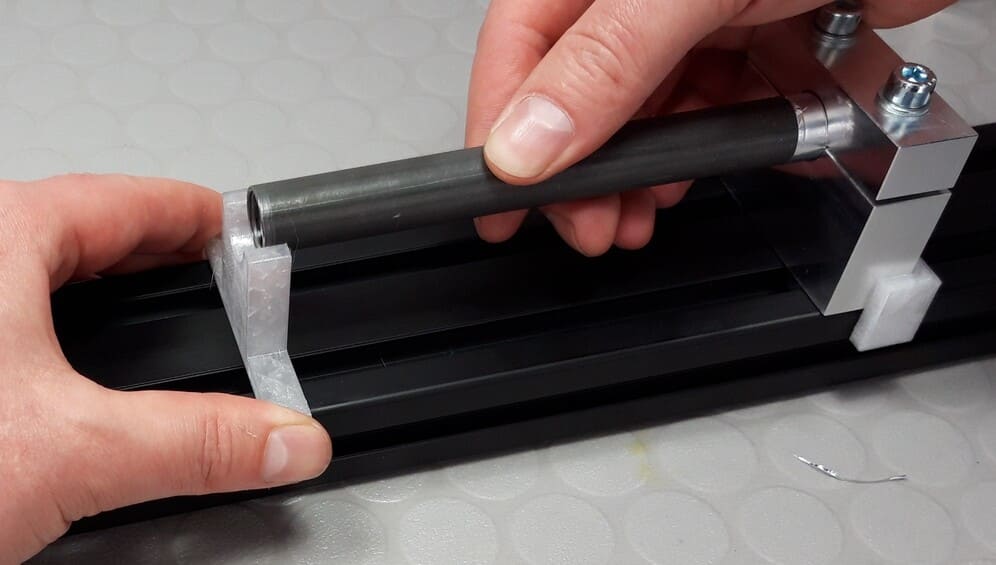
Schritt 11/79
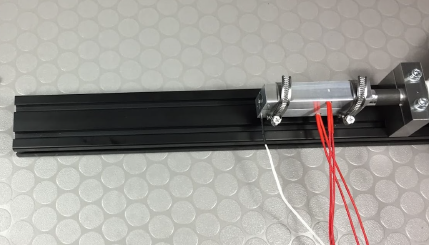
Prüfen Sie die Position der beiden 3D-Druck-Teile, sodass Rohr und Rohrhalter zentriert sind. Siehe Bild. Die Schrauben nur leicht anziehen, sodass nicht verrutschen kann. Die entgültige Positionierung erfolgt später. Das Profil zur Seite legen.

Schritt 12/79
Motor mit Getriebe aus Aufbauschritt 01 bereit legen
Aus Packstück 1 entnehmen: 1x Holzschraube 2,5×10 (SC-01), 1x Holzschraube 4×60 (SC-03), 1x Zylinderschraube M5x30 (SC-06), 2x Senkkopfschraube M8x30 (SC-09), 1x Passfeder 4x4x20mm (SP-02), 1x Axiallager (SP-08)
Aus Packstück 3 entnehmen: Extruderschnecke (CM-02.1) high compression oder CM-02.2 low compression), Motorhalterung (CM-04) (weitere Infos zur Auswahl finden Sie hier).
Aus Packstück 6 entnehmen: Sechskantschlüssel 4mm (TO-07), Sechskantschlüssel 5mm (TO-08), Kreuzschlitz-Schraubendreher PZ1 (TO-09), Silikonfett (TO-15)
3D Druck: 1x ED-A (coupler)
Schritt 13/79
Das Bauteil ED-A (coupler) zum Test auf das Getriebe stecken. Dann auch die Extruderschnecke zum Test in das Bauteil stecken. Das Ziel ist: Das Bauteil muss relativ leicht aufstecken und wieder abziehen gehen. Zu locker darf es aber auch nicht sein. Wenn das Aufstecken zu schwer geht, muss das Bauteil nachbearbeitet werden, siehe nächster Schritt.
(Bild fehlt noch)
Schritt 14/79
Wenn das Aufstecken sehr schwer geht, können Sie die Innenfläche der Bohrung nachbearbeiten. Rollen Sie dazu das Schleifpapier der Länge nach zusammen und stecken es in die Bohrung, siehe Bild. Durch hin und her schieben, schleifen Sie die Innenfläche ab. Versuchen Sie so gleichmäßig wie möglich die Innenfläche nach zu schleifen. Versuchen Sie dann nochmals das Aufstecken. Wenn es nicht geht, wiederholen Sie den Schleifvorgang. Wenn sich abzeichnet, dass dies nicht zum Erfolg führt, weil die Bohrung viel zu klein ist, dann drucken Sie das Bauteil ED-A (coupler) neu aus und wählen eine Druckdatei einem größeren Innendurchmesser . Hier sind die Dateien in anderen Durchmessern verfügbar. In der Zwischenzeit können Sie mit dem Aufbau der nachfolgenden Schritte und Kapiteln weiter machen.
(Bild fehlt noch)
Schritt 15/79
Die Holzschraube 2,5×10 (SC-01) in das Bauetil ED-A (coupler) eindrehen. Dafür ist seitlich ein entsprechende Bohrung. Aber Achtung: nicht ganz eindrehen, nur soweit, dass die Schraube in inneren nicht zu sehen ist.

Schritt 16/79
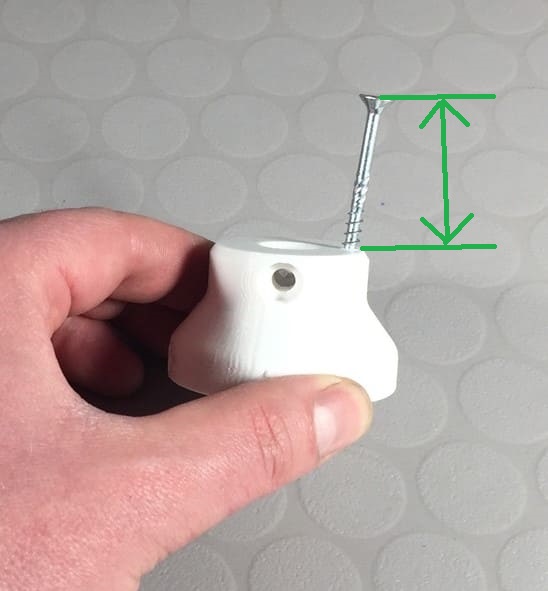
Wenn Sie nur Kunststoffpellets oder gut rieselfähige Granulate verarbeiten, können Sie diesen Schritt Überspringen. Nur wenn Sie geschredderte 3D Druckabfälle verarbeiten wollen, sollte die Holzschraube 4×60 (SC-03) in die dafür vorgesehene Bohrung in der Kupplung gedreht werden, siehe Bild. Die Schraube sollte ca. 34-35 mm aus der Kupplung herausragen. Die Schraube dient als Rührer, um schlecht rieselfähige Granulate in Bewegung zu halten.

Schritt 17/79
Die Kupplung so drehen, dass die Bohrung mit der entsprechenden Senkung zu sehen ist (Grüner Pfeil im Bild). Dann die Extruderschnecke (CM-02.1) high compression oder CM-02.2 low compression) in die Bohrung in der Kupplung stecken und mit der Zylinderschraube M5x30 (SC-06) sichern.


Schritt 18/79
Die Extruderschnecke in das Extruder-Rohr schieben.

Schritt 19/79
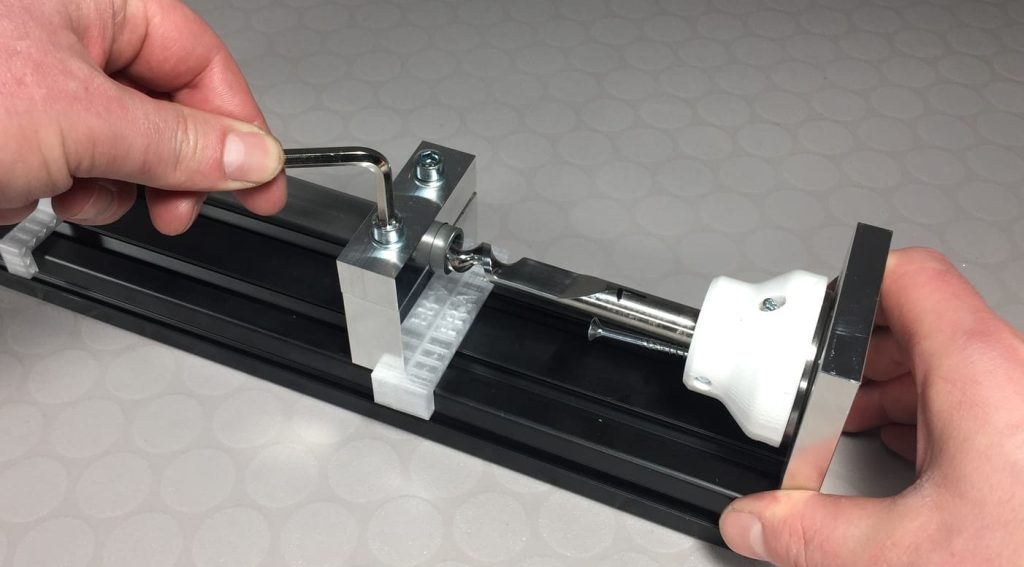
Die Motorhalterung (CM-04) mit den beiden Senkkopfschrauben M8x30 (SC-09) befestigen. Ausrichtung siehe Bild. Die Schrauben nicht sehr fest ziehen, da diese nochmal entfernt werden müssen.
Schritt 20/79
Aus Packstück 6 entnehmen: Tube mit Silikonfett (TO-15)
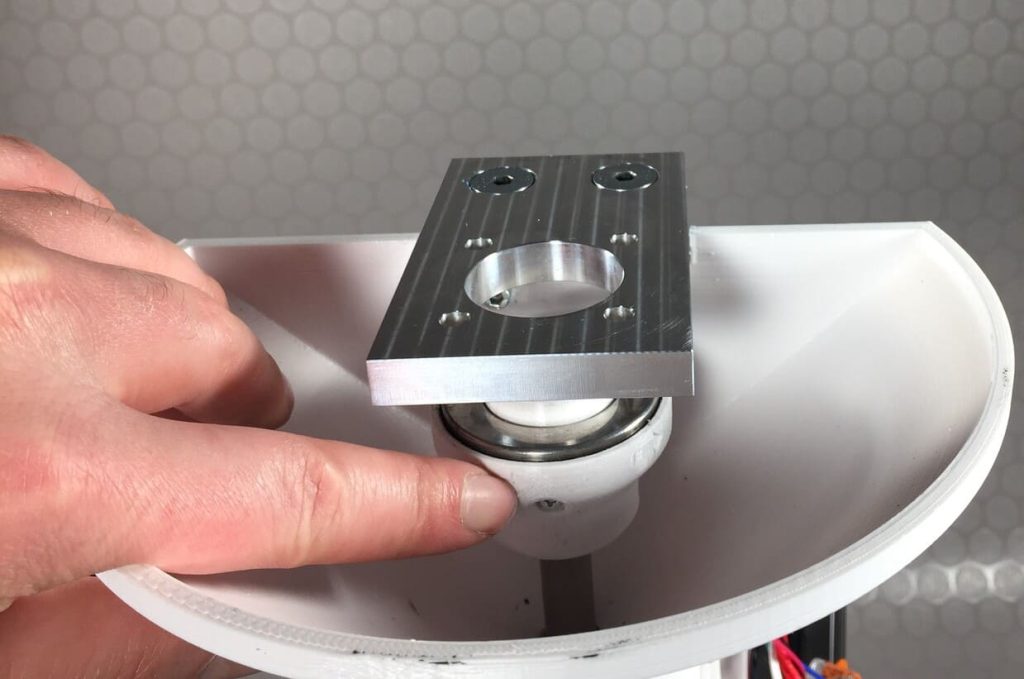
Axiallager (SP-08) Das Axiallager besteht aus 3 Teilen. Dass diese nicht auseinander fallen, ist das Lager mit einem Band zusammengebunden. Das Band entfernen und das Lager aufklappen. Die Kugeln des Lages müssen gefettet werden. Sie können dazu das mitgelieferte Silikonfett aus Packstück 6 oder jedes beliebige Universalfett für Maschinen verwenden. Das Lager dann in die Kupplung einsetzen, siehe Bild. Dann die Passfeder in die entsprechende Nut in der Kupplung einsetzen, siehe Bild.



Schritt 21/79
Die Kupplung gegen die Motorhalterun drücken. Darauf achten, dass das Axiallager korrekt sitzt. Das können Sie sicherstellen, indem Sie die Kupllung bein dagegen drücken gleichzeitig drehen.

Schritt 22/79
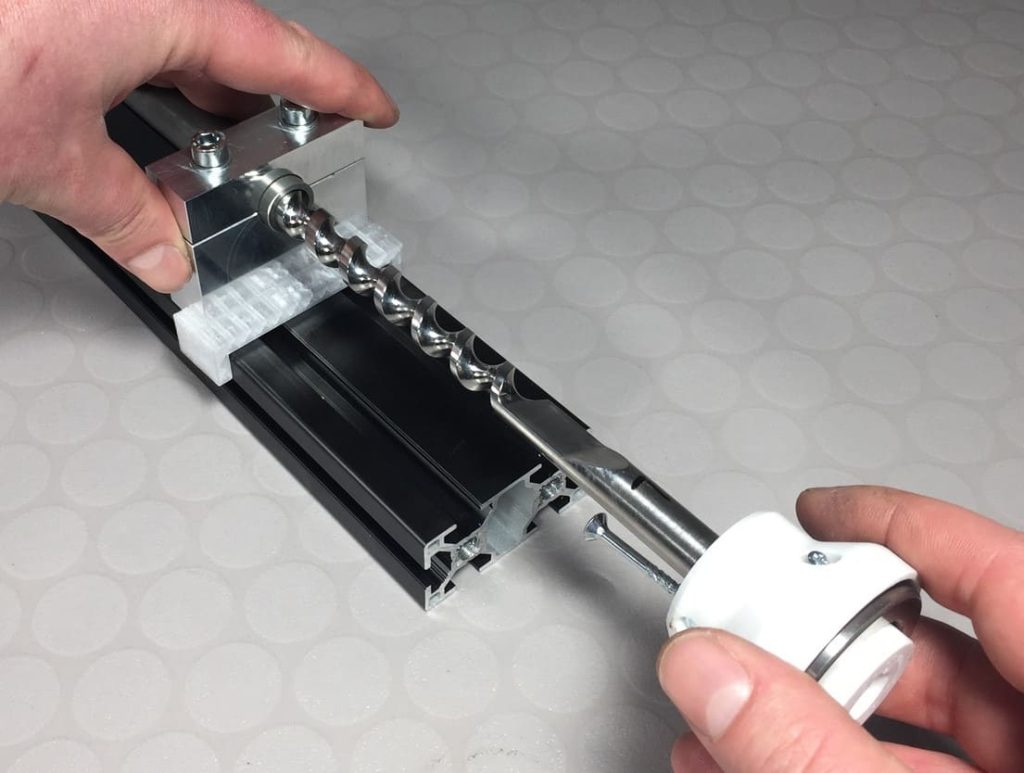
Die Extruderschnecke so drehen, dass der Anfang der Spirale nach oben zeigt. (Kante Siehe Bild).
Schritt 23/79
Die Schrauben am Rohrhalter so weit lösen, dass der Rohrhalter verschoben werden kann.

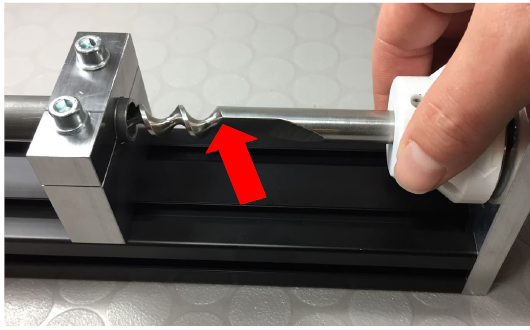
Schritt 24/79
Nun schieben Sie den Rohrhalter mit samt dem Rohr über die Anfangs-Kante der Extruderschnecke. Die Kante muss ca. 2mm tief im Rohr verschwinden, siehe rote Linie im Bild. Diese Position muss erreicht werden (NICHT TIEFER).


Schritt 25/79
Prüfen Sie, ob die beiden 3D-Druck-Teile zur zentrierung noch richtig positioniert sind.

Schritt 26/79
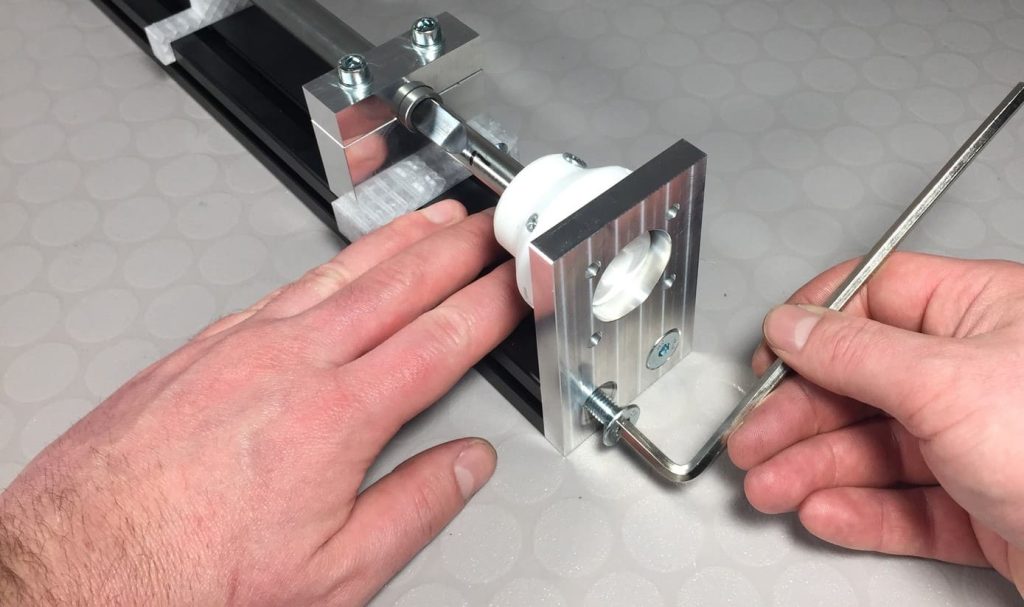
Dann drehen Sie die beiden Schrauben am Rohrhalter sehr FEST an.
Schritt 27/79
Die Motorhalterung (CM-04) und die zwei Senkkopfschrauben M8x30 (SC-09) wieder entfernen. Auch die Extruderschnecke herausziehen und auf die Seite legen. Die beiden 3D-Druck-Teile entfernen.

Schritt 28/79
3D Druck: ED-B (Trichter), ED-C (Trichter-Zentrierung), ED-D (Trichter-Ausguss)
Aus Packstück 1 entnehmen: 4x Holzschraube 2,5×12 (SC-01), 6x Zylinderschraube M4x10 (SC-05), 4x Hammermutter M4 (SC-16)

Schritt 29/79
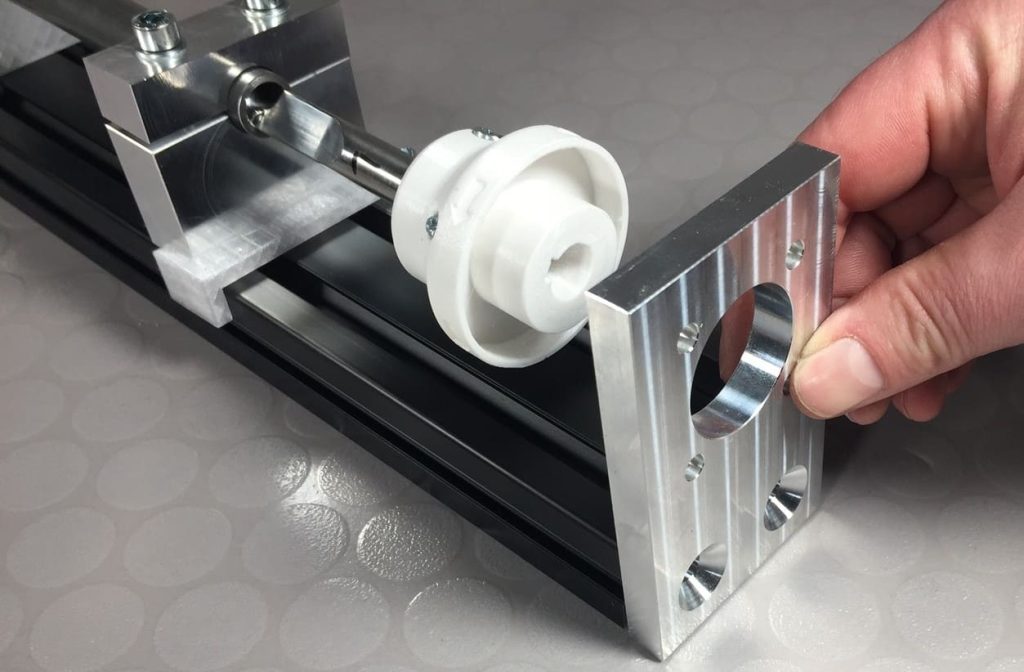
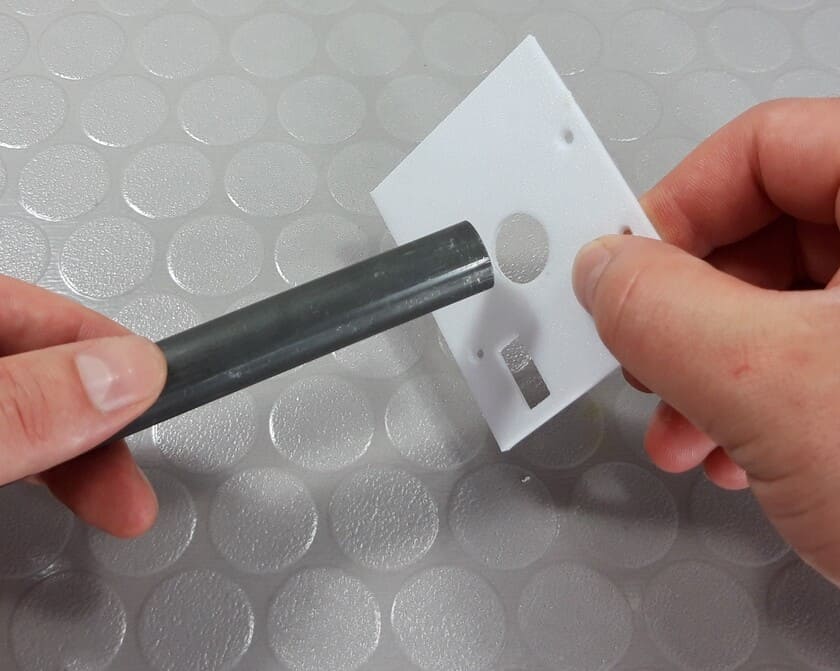
Prüfen Sie, ob das 3D-Druck-Teil ED-C mit der dafür vorgesehenen Öffnung auf das Extruder-Rohr passt. Wenn es sich nur sehr schwer aufstecken lässt, Bohrung mit etwas Schleifpapier nachbearbeiten, bis es mit leichtem Widerstand aufstecken geht.

Schritt 30/79
Dann das Bauteil auf dem Trichter (ED-B) platzieren. Die beiden Führungs-Ringe müssen in die dafür vorgesehene Öffnung im Trichter treffen.

Schritt 31/79
Werkzeug aus Packstück 6: Schraubendreher kreuzschlitz (TO-09)
4 Holzschrauben 2,5×12 in die dafür vorgesehenen Bohrungen schrauben.
Schritt 32/79
Zwei Zylinderschrauben M4x10 in die beiden Öffnngen legen.
Schritt 33/79
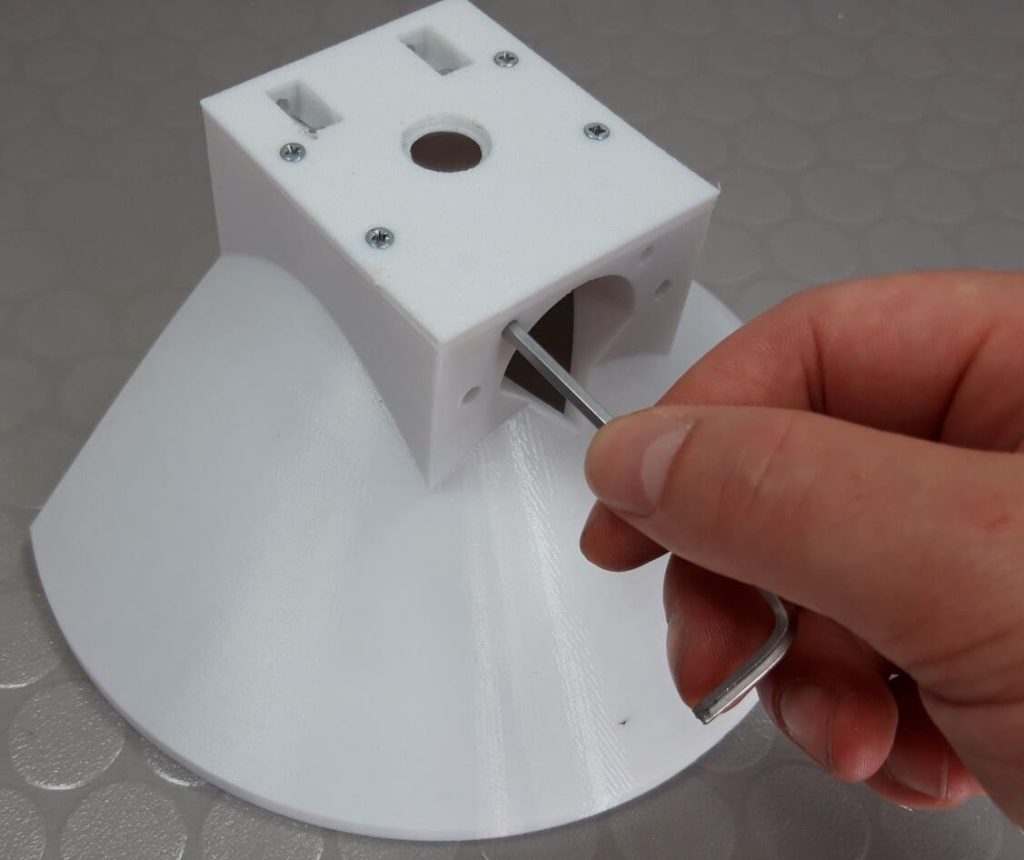
Den Innensechskantschlüssel aus Packstück 6 in die Durchgangslöcher stecken, um den Schraubenkopf zu erreichen.
Schritt 34/79
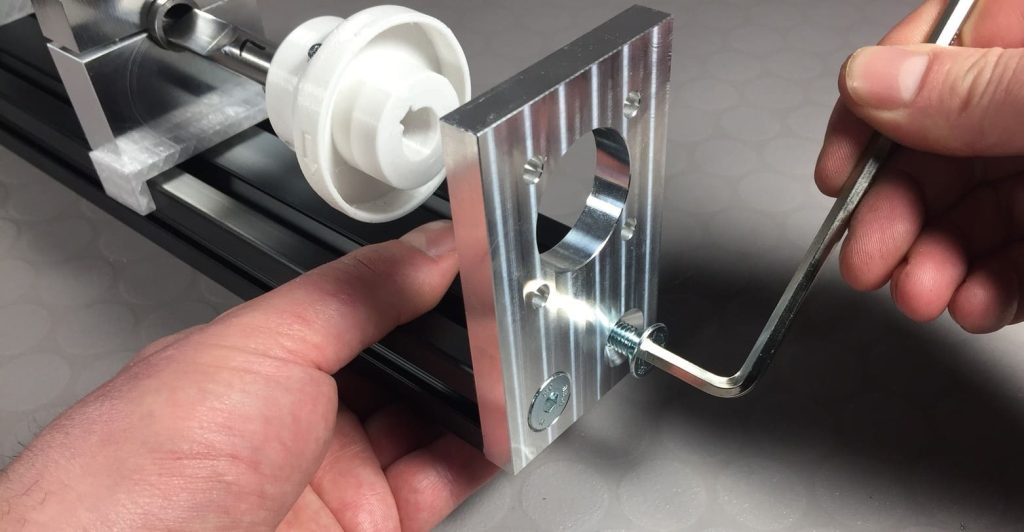
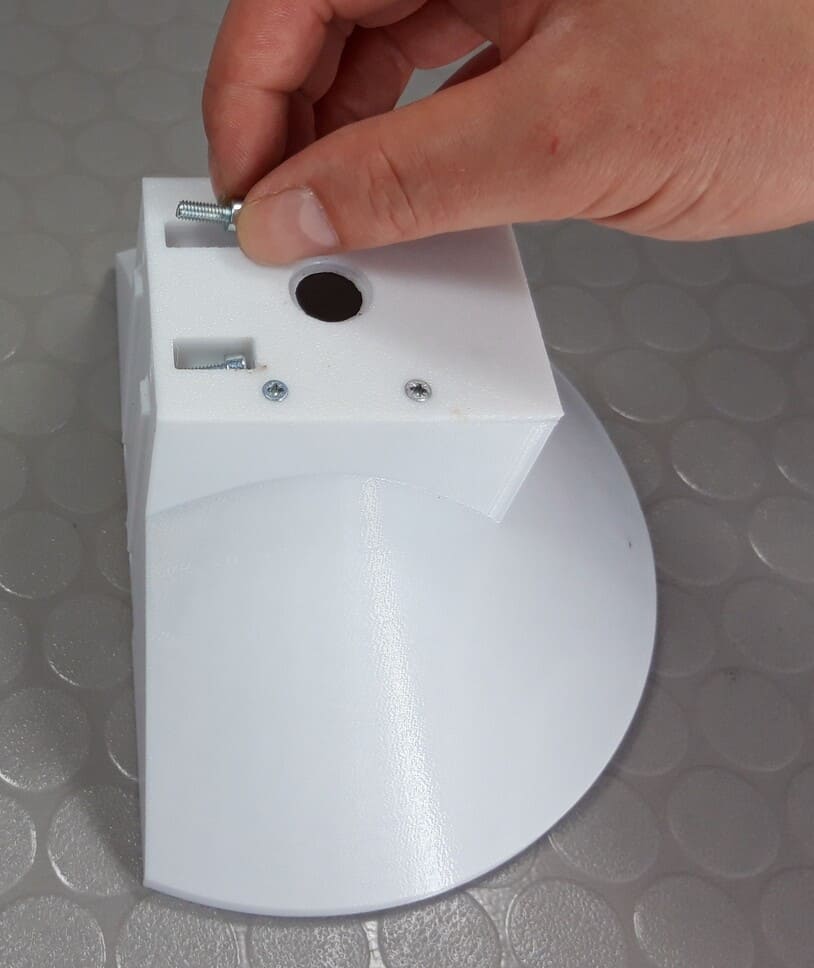
Die Schrauben durch die Löcher stecken und zwei Hammermuttern auf die Gewinde drehen. Nicht anziehen, nur ein paar Gewindegänge hinein drehen.

Schritt 35/79
Zwei Zylinderschrauben in die beiden Löcher stecken.

Schritt 36/79
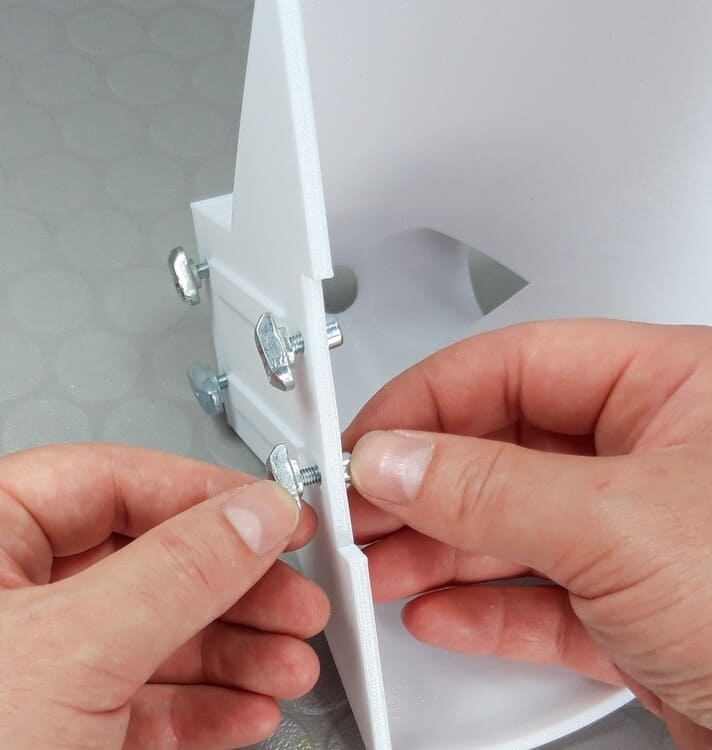
Zwei Hammermuttern auf die Gewinde drehen. Nicht anziehen, nur ein paar Gewindegänge hinein drehen.
Schritt 37/79
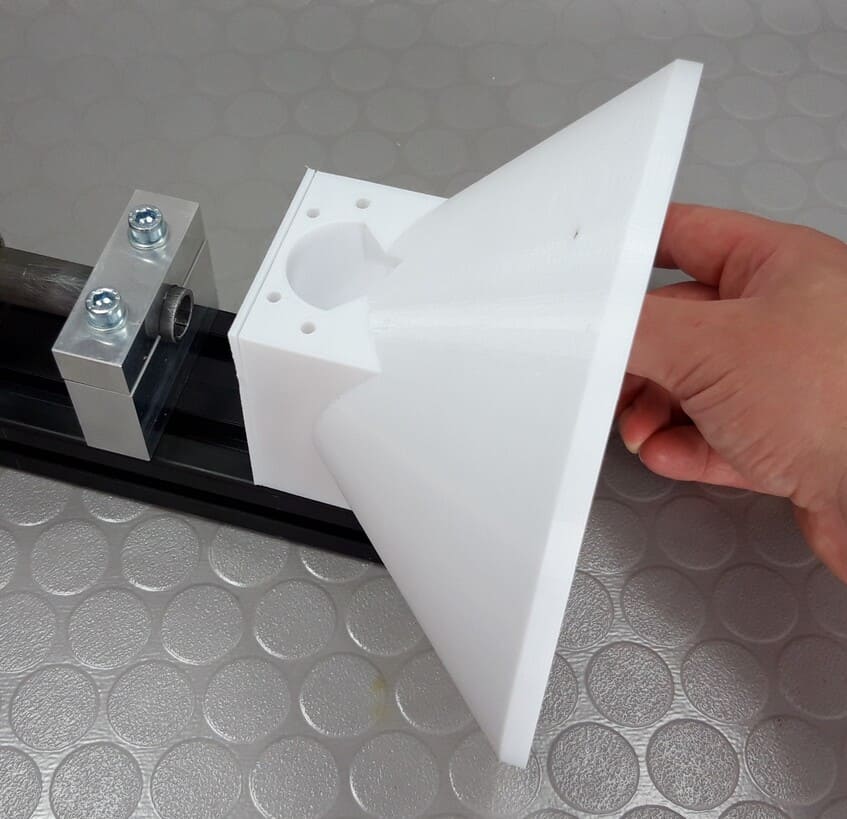
Den Trichter auf das Aluprofil setzen. Die Hammermuttern müssen in die Nuten treffen. Dann den Trichter richtung Extruder-Rohr schieben. Achten Sie darauf, dass das Rohr in die Öffnung des Trichters trifft.

Schritt 38/79
Prüfen Sie, dass das Rohr bündig an den Trichter anschließt. Hier darf kein Spalt entstehen.

Schritt 39/79
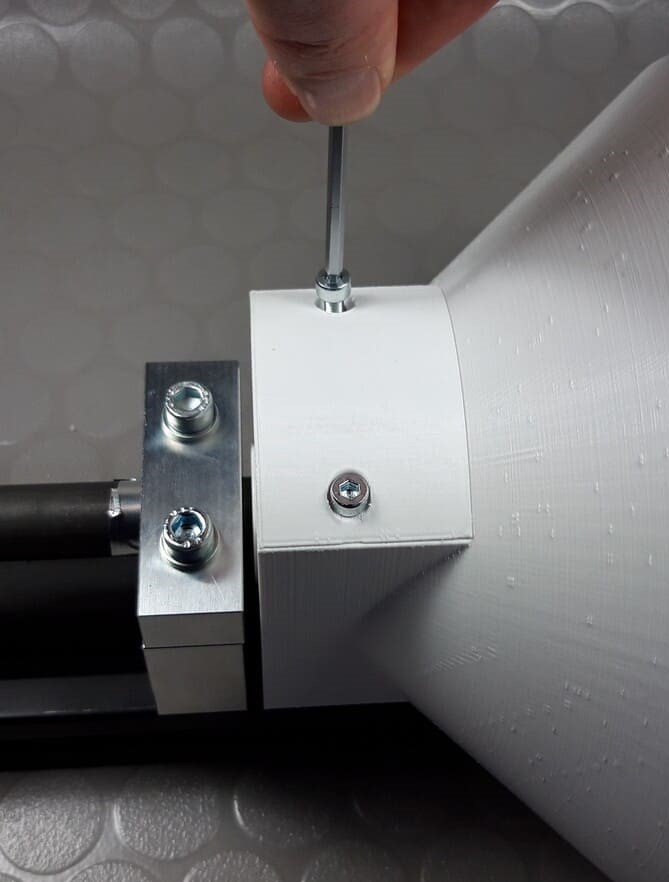
Dann Zylinderschrauben fest drehen. Dabei müssen sich die Hammermuttern im Inneren der Nut drehen, sodass diese quer stehen und Kraft aufnehmen können. Schrauben nicht überdrehen, sonst kann das 3D Druckteil brechen.

Schritt 40/79
Dann Zylinderschrauben fest drehen. Dazu den Innensechskantschlüssel wieder in die dafür vorgesehenen Öffnungen stecken. Dabei müssen sich die Hammermuttern im Inneren der Nut drehen, sodass diese quer stehen und Kraft aufnehmen können. Schrauben nicht überdrehen, sonst kann das 3D Druckteil brechen.

Schritt 41/79
Überprüfen Sie nochmals, dass zwischen Extruder-Rohr und Trichter kein Luftspalt entstanden ist. Sonst Zylinderschrauben am Trichter nochmals lösen und Trichter ganz auf das Rohr stecken.

Schritt 42/79
Nun das 3D-Druck-Teil ED-D in die Ausguss-Öffnung des Trichters stecken und mit zwei Zylinderkopfschrauben befestigen.
Schritt 43/79
Benötigtes Werkzeug: Schere, Hammer.
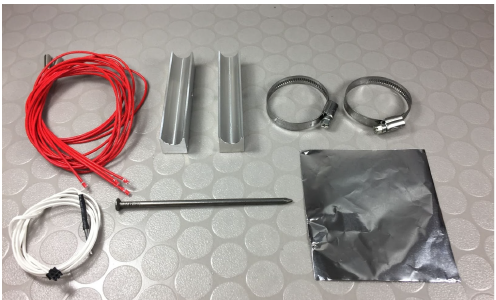
Aus Packstück 1 entnehmen: 1x Nagel (SP-12), 2x Schlauchschelle (SP-13)
Aus Packstück 3 entnehmen: 2x Heizelement (CM-03)
Aus Packstück 5 entnehmen: 2x Heizpatrone (EL-01), 1x Thermistor (EL-02)
Aus Packstück 6: Aluminiumfolie (TO-11)
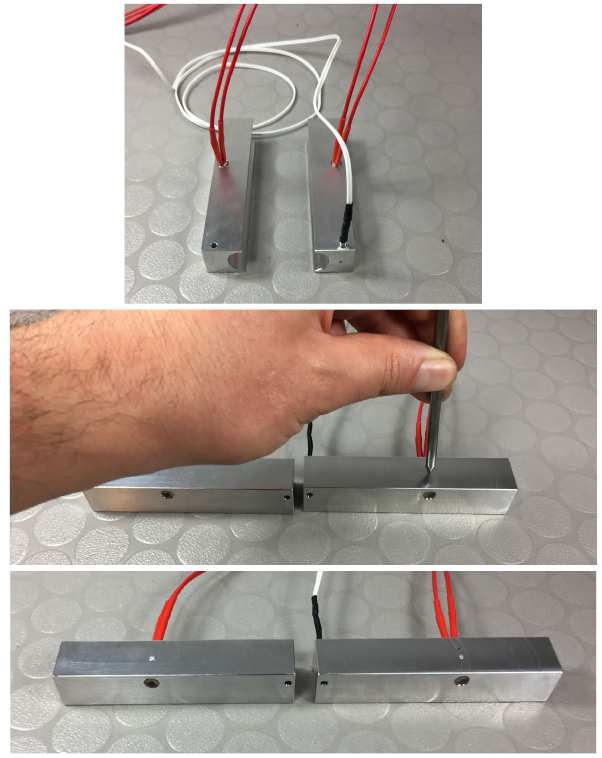
Schritt 44/79
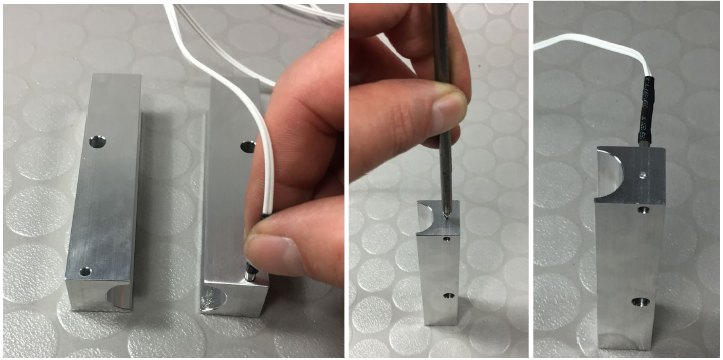
Die Heizelemente werden wie abgebildet ausgerichtet. Die halbrunden Ausfräsungen zeigen nach innen. Die kleinen 3mm Bohrungen zeigen nach unten.

Schritt 45/79
Der Thermistor wird in die entsprechenden Bohrungen des rechten Heizelementes gesteckt. Sollte es haken, kontrollieren Sie ob die Bohrung sauber ist. Wenn der Thermistor steckt, wird er gegen ein herausrutschen gesichert. Dazu das Heizelement aufrichten, sodass die Bohrung mit dem Thermistor nach oben zeigt. Setzen Sie den Nagel auf der Stirnfläche des Heizelementes und richten ihn so aus, dass er über dem Thermistor sitzt. Schlagen Sie nun mit dem Hammer auf den Nagel. Durch die entstandene Einkerbung wird der Thermistor festgehalten. Schlagen Sie mehrfach leicht mit dem Hammer auf den Nagel. Prüfen Sie zwischen jedem Schlag, ob der Thermistor sich noch bewegen lässt. Höhren Sie auf, sobald der Thermister nicht mehr von alleine herausrutschen kann.
Schritt 46/79
Die Heizpatronen in die Bohrungen in den Heizelementen einstecken. Sollte es haken, kontrollieren Sie, ob die Bohrung sauber ist. Die beiden Heizpatronen werden gegen ein Herausrutschen gesichert. Setzen Sie den Nagel auf der Seitenfläche des Heizelementes und richten ihn so aus, dass er über der Heizpatrone sitzt. Schlagen Sie nun mit dem Hammer auf den Nagel. Durch die entstandene Einkerbung wird die Heizpatrone festgehalten. Schlagen Sie mehrfach leicht mit dem Hammer auf den Nagel. Prüfen Sie zwischen jedem Schlag, ob die Heizpatrone sich noch bewegen lässt. Höhren Sie auf, sobald die Heizpatrone nicht mehr von alleine herausrutschen kann. Führen Sie diesen Vorgang bei beiden Heizpatronen aus.
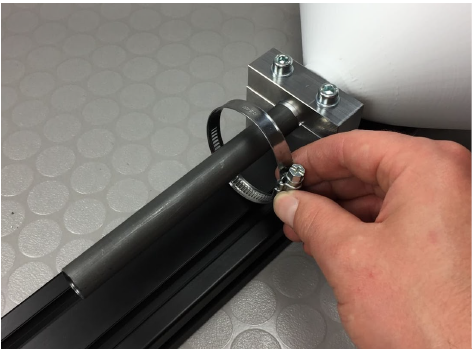
Schritt 47/79
Eine Schlauchschelle wie abgebildet über das Extruder-Rohr schieben. Ausrichtung siehe Bild. Die Klemmschraube muss nach oben zeigen.
Schritt 48/79
Aus Packstück 6 entnehmen: Steckschlüssel 6x7mm (TO-01), Kreuzschlitz-Schraubendreher PZ1 (TO-09)
Legen Sie den Steckschlüssel und den Schraubendreher für die nächsten Schritte bereit.

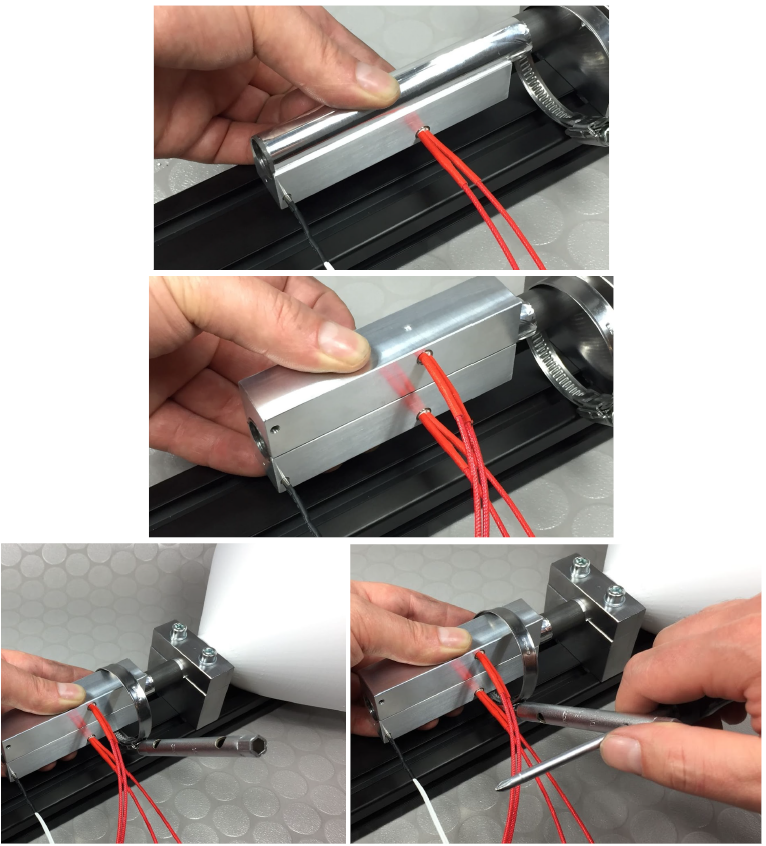
Schritt 49/79
Die Aluminiumfolie wird mit einer Schere auf 105x105mm zugeschnitten. Die Aluminiumfolie um das Rohr wickeln. Wenn Sie die Fläche zwischen Rohr und Folie etwas anfeuchten, wird es leichter, die Folie zu wickeln. Die Folie muss unten bündig mit dem Gewinde im Rohr abschließen. Es dürfen keine Knicke in der Folie entstehen, die Folie muss flächig aufliegen. Im Zweifel schneiden Sie ein neues Stück Aluminiumfolie zu und versuchen Sie es erneut.

Schritt 50/79
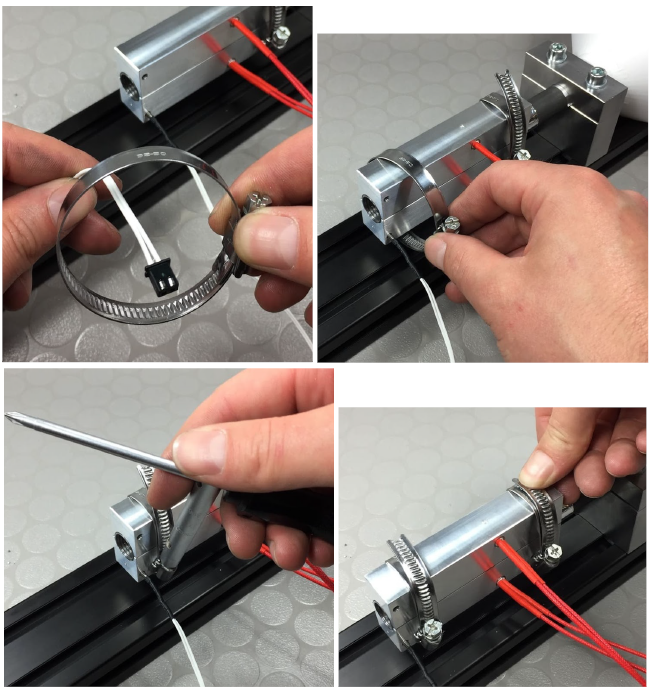
Das Heizelement mit Heizpatrone UND Thermistor wird von unten an das Rohr gehalten. Der Thermistor zeigt zu dem Gewinde im Rohr. Das Heizelement schließt bündig mit dem Rohr ab. Siehe Bild. Das zweite Heizelement wird von oben aufgesetzt. Drücken Sie die beiden Heizelemente kurz fest zusammen. Dann schieben Sie die bereits positionierte Schlauchschelle über die Heizelemente. Sollte die Schlauchschelle nicht gaz passen, können Sie diese etwas aufdrehen oder zusammendrücken, sodass sie eine ovale Form annimmt. Dann passt sie über die Heizelemente. Der Steckschlüssel passt auf die Klemmschraube an der Schlauchschelle. Um mehr Kraft beim Drehen aufbringen zu können, wird der Schraubendreher durch ein Loch im Steckschlüssel gesteckt. Halten Sie wie im Bild den Steckschlüssel etwas auf die Seite geneigt, sodass sich die Schelle etwas nach unten verdreht. Bei dem Anziehen, sieht sich die Schelle dann gerade. Ziehen Sie die Schlauchschelle fest an.
Schritt 51/79
Halten Sie die zweite Schlauchschelle wie im Bild in der Hand (Klemmschraube zeigt nach oben) und führen Sie die Leitung des Thermistors hindurch. Dann führen Sie die Schlauchschelle entlang der Leitung und setzen diese auf die Heizelemente. Sollte die Schlauchschelle nicht ganz passen, können Sie diese etwas aufdrehen oder zusammendrücken, sodass sie eine ovale Form annimmt. Dann passt sie über die Heizelemente. Dann wieder die Schlauchschelle mit Steckschlüssel und Schraubendreher festziehen, wie im vorangegangenen Schritt beschrieben. Sollten die Bänder der Schlauchschelle etwas überstehen, können Sie sie umbiegen.
Schritt 52/79
Aus Packstück 0 entnehmen: 1x Aluprofil 30x30x400 mm (FR-02), 2x Aluprofil 30x30x300 mm (FR-03)
Aus Packstück 1 entnehmen: 2x Nutenstein M4 (SC-17), 4x Abdeckkappe (SP-01) 8x Verbinder für Aluprofil 90° (SP-04), 4x Filzgleiter (SP-05)

Schritt 53/79
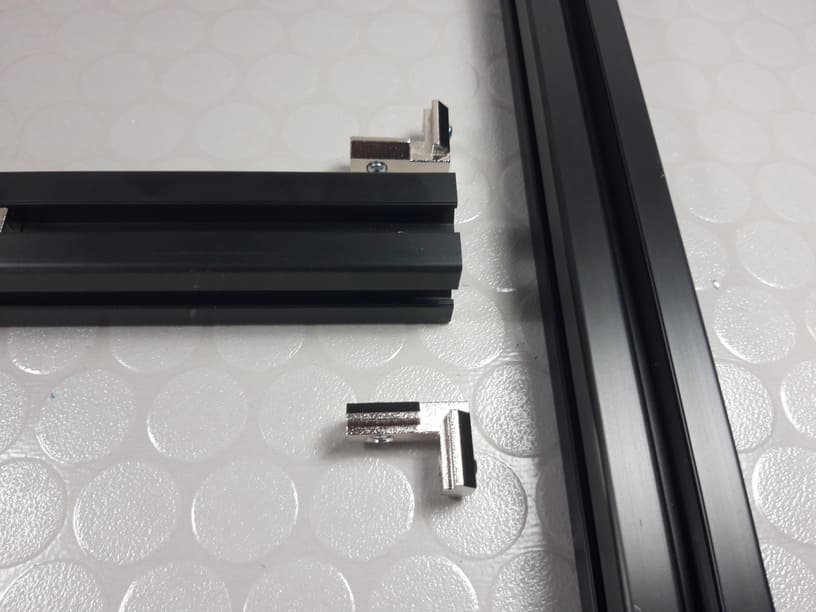
2 Verbinder in die Nut des 400 mm langen Aluprofils schieben. Ausrichtung siehe Bild.

Schritt 54/79
positionieren Sie die beiden 300mm langen Aluminiumprofile wie auf dem Bild. Legen Sie die Verbinder bereit, wie auf dem Bild.

Schritt 55/79
Richten Sie auf der rechten Seite die Verbinder so aus wie auf dem Bild und stecken Sie diese in die Nut des Aluprofils.

Schritt 56/79
Schieben Sie die Nut des 300mm langen Aluprofils über die Verbinder.


Schritt 57/79
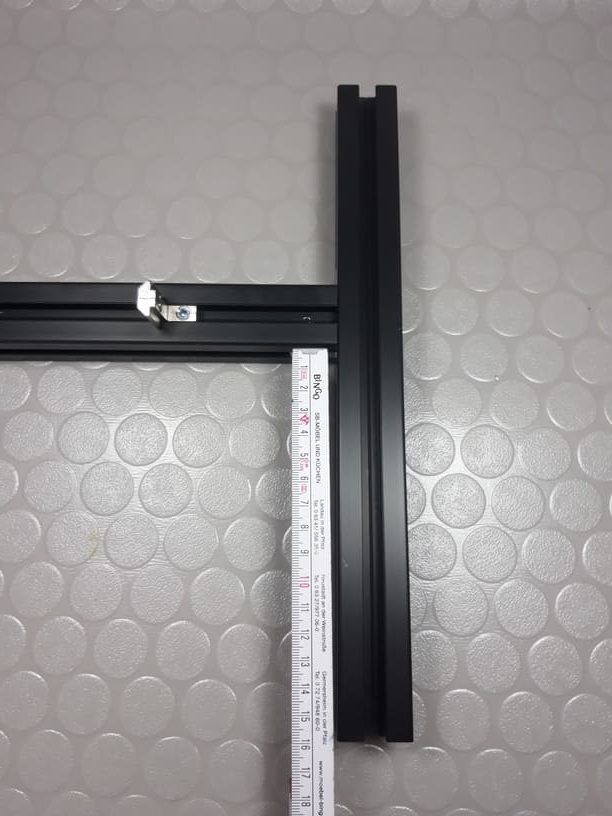
Benötigtes Werkzeug: Zollstock
Das vordere Ende des Aluprofils muss ca. 160mm überstehen.
Schritt 58/79
Aus Packstück 6 entnehmen: Sechskantschlüssel 3mm (TO-07)
Die Schrauben der beiden Verbinder anziehen. Dazu die erste Schrauben leicht anziehen und dann nochmal eine viertel Umdrehen lösen. Dann die zweite Schraube leicht anziehen und dann nochmal eine viertel Umdrehung lösen, sodass die Verbinder die richtige Position einnehmen können. Machen Sie das mit allen vier Schrauben. Dann Schrauben fest ziehen.


Schritt 59/79
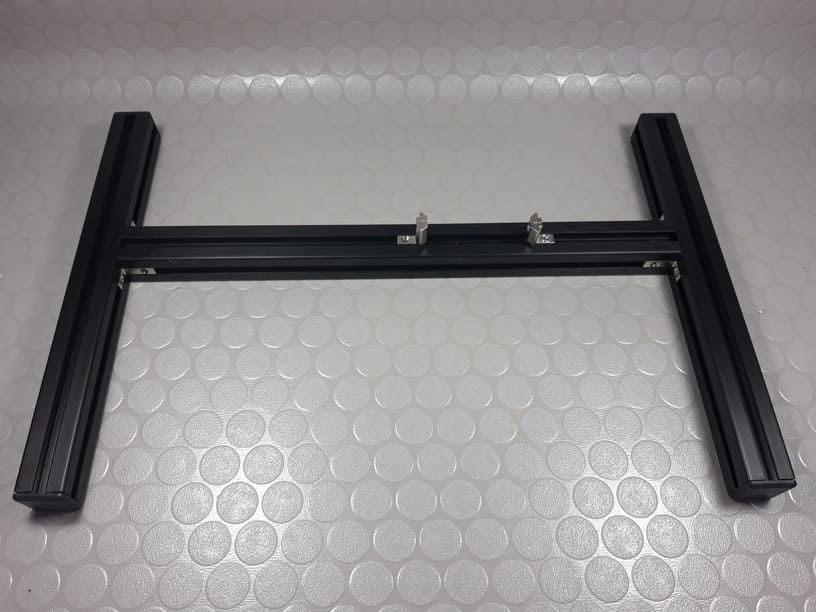
Befestigen Sie so auch das Aluprofil auf der linken Seite.

Schritt 60/79
Positionieren Sie den Verbinder 210mm von der linken Kante entfernt. Siehe Bild. Ziehen Sie die Klemmschraube fest, sodass dieser Verbinder in Position bleibt. Der zweite verbinder bleibt lose.


Schritt 61/79
Stecken Sie die Abdeckkappen auf alle offen Enden der Aluprofile. Je nach Ausführung kann dazu etwas Kraft oder leichte Hammerschläge nötig sein.

Schritt 62/79
Drehen Sie den Rahmen um und kleben die Filzgleiter auf die Aluprofile. Position siehe Bild.


Schritt 63/79
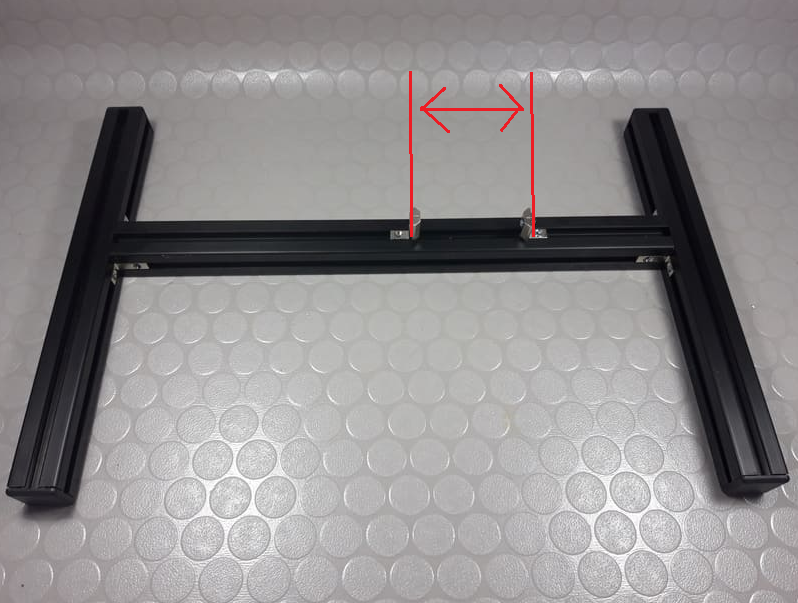
Drehen Sie den Rahmen wieder herum. Positionieren Sie den nicht befestigten Verbinder so, dass er ca. 60mm Abstand zu dem befestigten Verbinder hat.
Schritt 64/79
Positionieren Sie die Extruder-Einheit wie auf dem Bild
Schritt 65/79
Führen Sie die 2 Nutensteine von links in die Nut des Aluprofils.

Schritt 66/79
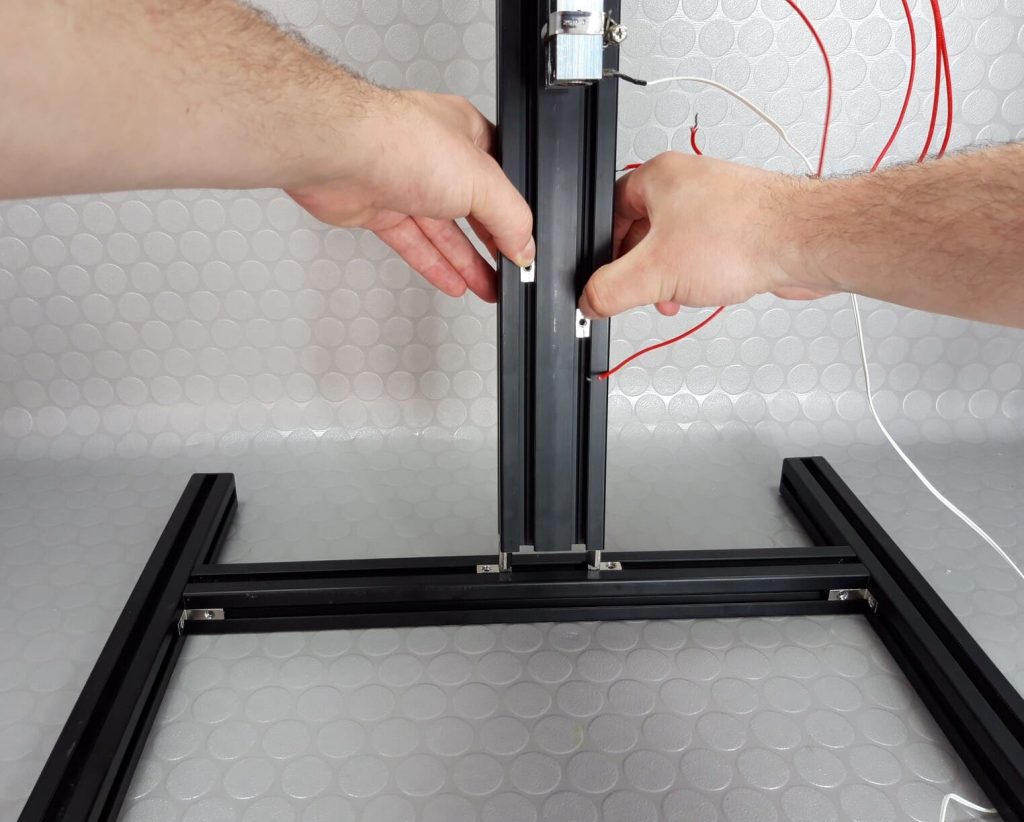
Halten Sie die Mutensteine mit den beiden Daumen fest und stecken die Extruder-Einheit auf die Verbinder des Rahmens. Achten Sie darauf, dass die Extruder-Einheit zu Ihnen zeigt und die Verbinder in die beiden seitlichen Nuten treffen.
Schritt 67/79
Nun wieder die Klemmschrauben der Verbinder anziehen. Halten Sie die Extruder-Einheit gerade, bis die Schrauben befestigt sind. Dazu die erste Schrauben leicht anziehen und dann nochmal eine viertel Umdrehen lösen. Dann die zweite Schraube leicht anziehen und dann nochmal eine viertel Umdrehung lösen, sodass die Verbinder die richtige Position einnehmen können. Machen Sie das mit allen drei Schrauben. Dann nochmal kontrollieren, dass die Extruder-Einheit gerade steht und flächigen Kontakt zum unteren Rahmen hat, dann die Klemmschrauben fest ziehen.


Schritt 68/79
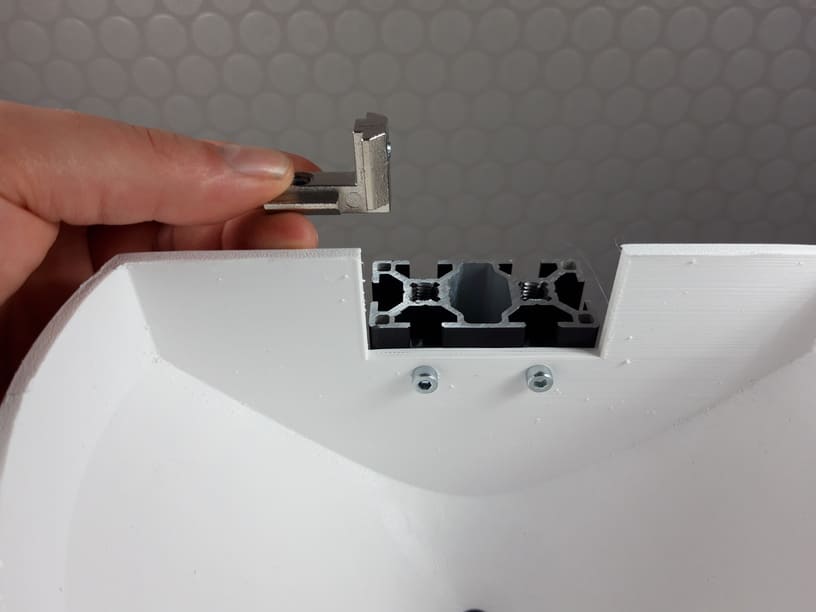
Einen Verbinder so ausrichten wie auf dem Bild und dann in die linke Nut der Extruder-Einheit schieben. Dann im oberen Bereich befestigen. Dazu die Klemmschraube nur ganz leicht anziehen. Der Abstand zwischen Oberseite Aluprofil und Winkelverbinder soll 78mm betragen. Die richtige Positionierung erfolgt später.

Schritt 69/79
Den letzten Verbinder so ausrichten wie auf dem Bild und dann in die rechte Nut der Extruder-Einheit schieben. Dann im oberen Bereich befefestigen. Dann Klemmschraube anziehen. Der Abstand zwischen Oberseite Aluprofil und Winkelverbinder soll 70mm betragen.


Schritt 70/79
Die Extruderschnecke in das Extruder-Rohr schieben.

Schritt 71/79
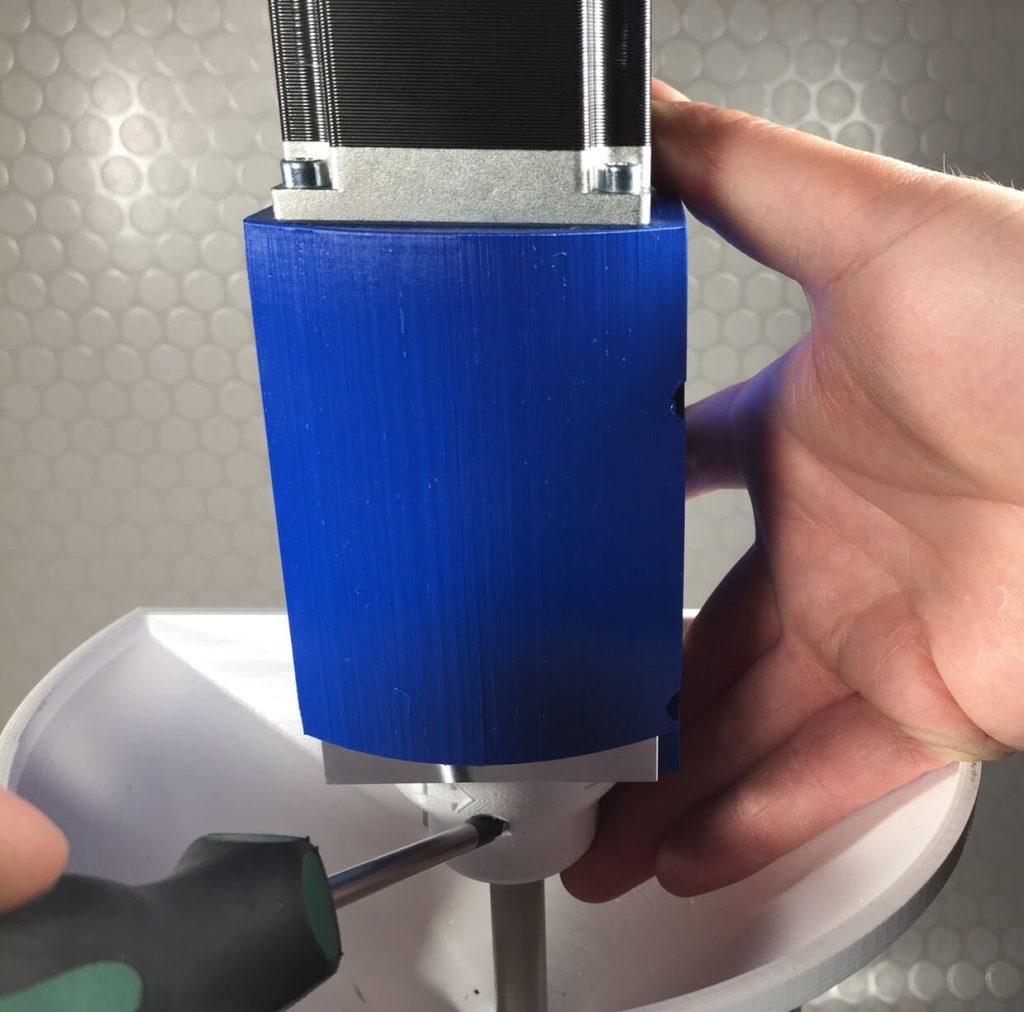
Die Motorhalterung (CM-04) wieder montieren, indem Sie die beiden Senkkopfschrauben M8x30 (SC-09) wieder eindrehen. Positionierung siehe Bild. Ziehen Sie die Schrauben nun fest an.

Schritt 72/79
Drehen Sie die Kupplung so, dass die kleine Schraube nach vorne zeigt.
Schritt 73/79
Prüfen Sie am Getriebe, in welche Richtung der Keyshaft zeigt. Dieser sollte nach vorne zeigen. Sie können die Welle drehen,indem Sie vorsichtig eine Kombizange oder Ähnliches verwenden. Wenn die Zange scharfe Zähne hat, legen Sie ein Stück Papier dazwischen, sodass die Welle nicht verkratzt wird.


Schritt 74/79
In Schritt 78 sind die folgenden Schritte 74 bis 77 in einem kurzen Video zusammen gefasst.
Legen Sie die Passfeder 4x4x20mm (SP-02) in den Keyshaft und halten diese mit dem Daumen fest. Mit der anderen Hand ziehen Sie die Kupplung nach oben.


Schritt 75/79
Dann die Welle des Getriebes in die Kupplung stecken. Dabei darauf achten, dass die Passfeder in die dafür vorgesehene Nut in der Kupllung trifft.

Schritt 76/79
Getriebe ein Stück nach links drehen und dann ganz in die Kupplung stecken. Unbeding darauf achten, dass das Axiallager die Motorhalterung berührt, also die Kupplung in der höchstmöglichen Position ist.

Schritt 77/79
Getriebe wieder gerade drehen.

Schritt 78/79
Hier sind die Schritte 74 bis 77 in einem kurzen Video zusammengefasst. Danach bitte den letzten Schritt 79 nicht vergessen.
Schritt 79/79
Die kleine Schraube in der Kupllung fest drehen. Diese muss nicht sehr fest sein. Sie soll die Kupplung nur daran hindern wieder nach unten zu rutschen.
Geschafft:
Die Extruder-Einheit mit Rahmen ist nun fertig montiert. Fahren Sie nun mit Aufbauanleitung “03-Elektronik Aufbau MK2.5” fort.